

1.2. Штампы для листовой штамповки
Штампы листовой штамповки классифицируют по многим признакам из, которых в качестве основных можно выделить следующие: назначения, технологический и универсальности применения. По признаку назначения штампы классифицируют в соответствии с перечисленными выше штамповочными операциями. По технологическому признаку (ГОСТ 15830-85) различают штампы простого, совмещенного и последовательного действия.
Штамп простого действия выполняет одну или несколько одноименных операций в пределах одного шага материала или заготовки за один ход подвижной части штампа. Штамп простого действия может выполнять любую из приведенных на рис. 1 и 2 штамповочных операций.
Штамп совмещенного действия выполняет разноименные операции или переходы в пределах одного шага подачи материала или заготовки за один ход подвижной части штампа. Он выполняет любое сочетание операций, приведенных на рис. 1 и 2.
Штамп последовательного действия выполняет несколько операций или переходов за несколько шагов подачи материала или заготовки и соответствующее число ходов подвижной части штампа.
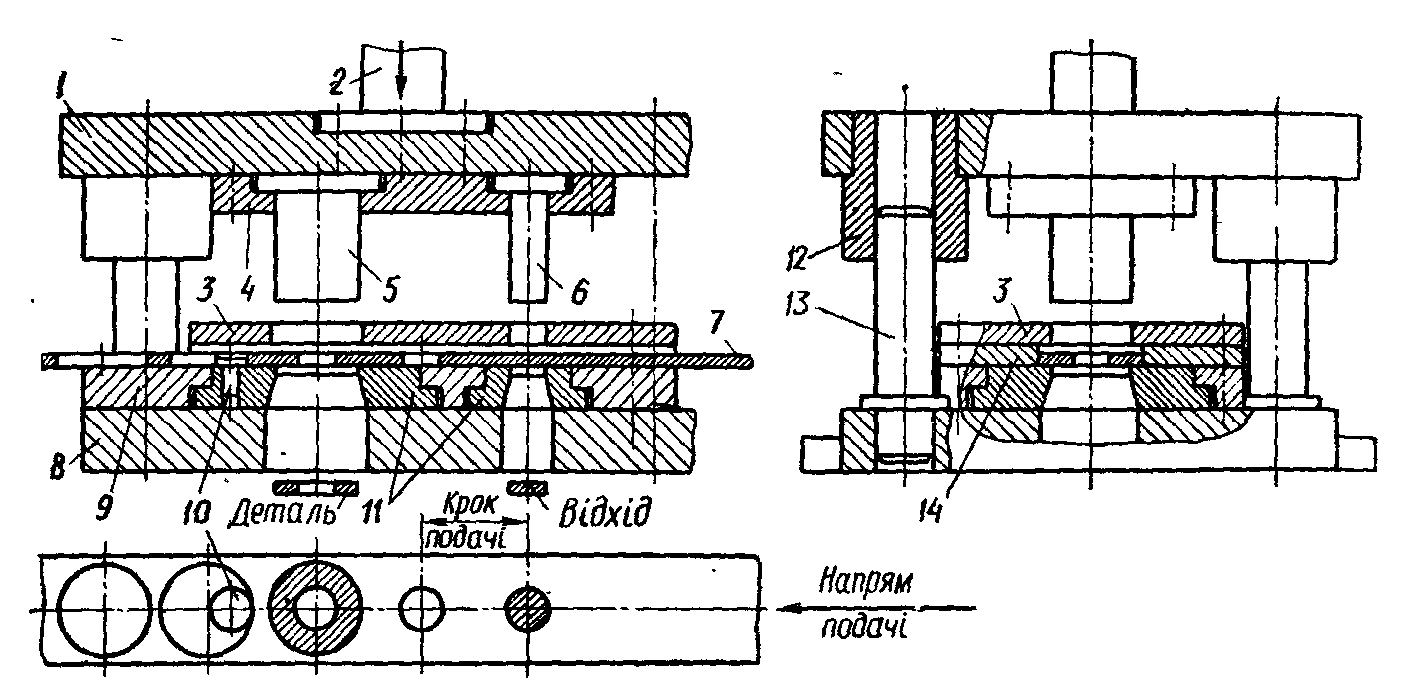
Рис. 3. Штамп последовательного действия
На рисунке 3 приведен многооперационный штамп последовательного действия для изготовления шайб из полос. В нем за один ход ползуна пресса выполняются две операции: пробивка отверстия в одной детали и вырубка контура другой детали. Нижняя плита штампа 8 болтами прикреплена к столу, а верхняя 1 с помощью хвостовика 2 – к ползуну пресса. На нижней плите в матрицедержателе 9 установлены матрицы 11, а на них две направляющие пластины 14 и 3. На верхней плите с помощью пуансодержателя 4 закреплены пуансоны: пуансон пробивки 6 и пуансон вырубки 5. Точное соединение рабочих деталей штампа в процессе движения ползуна пресса вниз, обеспечивается направляющими колонками 13 и направляющими втулками 12. Колонки закрепляются в нижней плите.
Рабочие детали штампов, то есть пуансоны и матрицы, изготовляются из сталей марок У9А, Х12М, 7ХГ2ВМ, которые после термической обработки (закалки и отпуска) обеспечивают твердость НRС58-62.
Касаясь самого процесса листовой штамповки, то он осуществляется следующим образом. Полоса 7 подается по матрице в зазор под съемник и когда верхняя часть штампа опускается пуансон вырубки 5 и пуансон пробивки 6 входят одновременно в соответствующие отверстия матрицы выполняя обе операции: вырубки и пробивки. При этом материал полосы плотно охватывает пуансоны и при подъеме ползуна съемником 3 сбрасывается с них. Перед следующим рабочим ходом ползуна полоса подается до упора 10.
Штампы совмещенного действия применяют для выполнения за один рабочий ход пресса двух, трех и более операций. В штампе (рис. 4) в нижней плите 1 крепят матрицу вырубки 2, в которой помещается прижим 3, все время удерживаемый стержнями 11 с пружинами в крайнем верхнем положении. В нижней плите неподвижно закреплен пуансон вытяжки 4.
Технологический процесс листовой штамповки с применением штампа совмещенного действия осуществляется следующим образом:

Рис. 4. Штамп совмещенного действия
Полоса 5 продвигается вперед в направлении подачи до упора 10. При рабочем ходе пуансон вырубки 9 (он же является матрицей вытяжки), прикрепляемый в верхней плите 7 при помощи пуансонадержателя 8, нажимает на полосу и, утапливая прижим 3 в матрицу вырубки, осуществляет вырубку заготовки. При опускании пуансона вырубки 9 вместе с прижимом 3 происходит вытяжка колпачка пуансоном 4, почкольку последний закреплен в нижней плите 1 неподвижно. В этом случае пуансон вырубки с осевым отверстием служит матрицей вытяжки. К концу рабочего хода процесс вытяжки колпачка заканчивается. При обратном ходе ползуна, а вместе с ним верхней плиты и матрицы вытяжки деталь выбрасывается из матрицы выталкивателем 6.
В многооперационных штампах наряду с пробивкой и вырубкой осуществляются также операции изгиба, вытяжки, отбортовки и др.
В мелкосерийном производстве широко используются универсальные штампы со сменными пуансонами и матрицами, которые легко переналаживаются на изготовление разных деталей, то есть, применяется система гибкого производства.