

3,5.8. Электромагнитные и магнитные приводы
На рис. 3.22, а, б показаны принципиальные схемы электромагнитного приспособления и приспособления с постоянными магнитами.
На схемах зажим обрабатываемой детали 1 на установочной поверхности приспо собления (адаптерной плиты) 2 производит рабочий поток ФР9 являющийся частью полно го магнитного потока, образуемого электромагнитными катушками или постоянными магнитами. Рабочий поток Фр подводится к рабочему зазору 5 по стальным магнитопро- водам. Так как магнитный поток непрерывный, то, произведя работу, он должен снова вернуться к источнику энергии. Следовательно, магнитная цепь, по которой проходит ра бочий поток, должна быть замкнутой. В электромагнитном приспособлении (рис. 3. 22, а) такая магнитная цепь сострит из электромагнитных катушек 5, которые являются источником энергии, магнитопровода 3, обрабатываемой детали 1 и второго магнитопро- вода 3. Основание 7 приспособления представляет собой часть сердечника электромаг нитной катушки, которая в данном случае как бы разделена на две части. Чтобы магнит ный поток прошел через рабочий зазор 8, магнитопроводы 3 изолируют от корпуса адап терной плиты 2 приспособления немагнитной прокладкой 4.
В магнитном приспособлении (рис. 3.22, б) магнитная цепь, по которой проходит рабочий поток, состоит из постоянных магнитов 5, являющихся источником энергии, магнитопровода 3, обрабатываемой детали 1, магнитопроводов 8 и 6, основания 7. Пройдя цепь, магнитный поток снова возвращается в постоянный магнит 5.
В станочных приспособлениях с электромагнитным и магнитным приводами рабочий магнитный поток, создаваемый электромагнитными катушками или постоянными магнитами, образует силу, которая производит закрепление на полости магнитных приспособлений.
В магнитных приспособлениях рабочий магнитный поток проходит через обрабатываемую деталь, которая является частью магнитопровода. Сопротивление магнитопровода в основном зависит от магнитной проницаемости материала участков магнитопровода, поэтому электромагнитные и магнитные приспособления применяют для установки и зажима деталей из материала с большой магнитной проницаемостью. Большую магнитную проницаемость имеют незакаленные стали, меньшую - чугуны, весьма небольшую - закаленные и легированные стали.
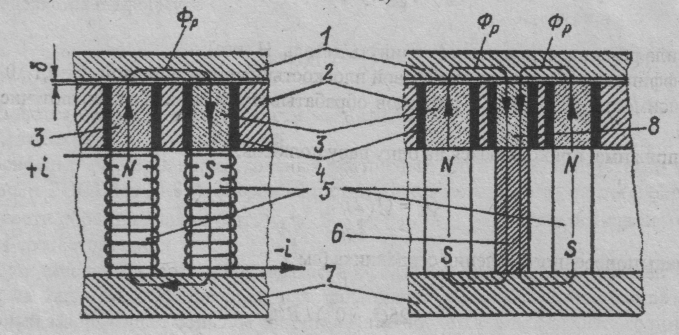
Рис. 3.22. Электромагнитные приспособления (а) и с постоянным магнитом (б)
Электромагнитные приводы встраивают в плиту, патроны, на верхней плоскости которых обработанной поверхностью устанавливают детали. Питание электромагнитных плит производится постоянным током напряжением НО или 220 В от моторгенераторов или селеновых выпрямителей.
Сила зажима обрабатываемой детали на электромагнитной плите зависит от удельного притяжения плиты, габаритных размеров детали и ее размещения на столе; она возрастает до определенной величины с увеличением толщины и площади поперечного сечения детали. С увеличением шероховатости базовой поверхности обрабатываемой детали сила зажима детали уменьшается. Для надежного закрепления обрабатываемая деталь на электромагнитной плите должна перекрыть два соседних участка, расположенных между двумя смежными вставками.
Основные размеры и технические характеристики прямоугольных электромагнитных плит приводятся в ГОСТ 17519-87*. Сердечники электромагнитов и полюса крышки изготавливают из стали 10, а остальные детали плит - из стали 10 и 15 или чугуна СЧ 12...28.
Установлены три класса точности электромагнитных прямоугольных плит: повышенный - Я, высокий - В и особо высокий - А. Плиты выполняются со встроенным размагничивающим устройством. Шероховатость рабочей поверхности электромагнитных плит должна быть л s/ (us/ и о,Ц5 / Для класса точности Я, В и А соответственно.
Удельная сила притяжения Ру эталонного образца на рабочей поверхности загруженной плиты должна быть 0,35 МПа для плит класса Я; 0,25 и ОД 6 МПа для классов В и А. Питание электромагнитных плит производится постоянным током, напряжением 24, 48,110 и 220 В от моторгенераторов или селеновых выпрямителей.
При проектировании электромагнитных плит (планшайб) исходными данными являются: форма, размеры обрабатываемой детали в плане, ее материал, сила резания, необходимая сила прижима, удерживающая деталь от сдвига.
Сила прижима [Н (кгс)], удерживающая деталь, зависит от силы резания:
Q = Pvatf, (3-115)
где Ррез - сила резания, стремящаяся сдвинуть деталь, Н (кгс);
/- коэффициент трения между базовой плоскостью детали и плитой, /=0,1 ...0,5.
В зависимости от формы и размеров обрабатываемой детали выбирают число пар полюсов 2р.
Сила прижима, приходящаяся на одну пару полюсов,
6i=6/2p. (3.116)
Площадь поперечного сечения сердечника (см )
F = (25er106)/£2, ' (3.117)
где В - магнитная индукция материала полюса, Тл. Общее сопротивление магнитопровода
R = ll/(julFl) + l2/(v2F2)+..Mn/(vnFn), (3.118)
где /1, /2,..., /п - длина каждого участка магнитопровода;
//15//2,...,/^- магнитная проницаемость материала каждого участка замкнутого потока;
fi, fi, ..., Fn - площади поперечных сечений участков магнитопровода.
Общий магнитный поток (с учетом 30% потерь)
Ф = 0,7АР'. (3.119)
Число ампер-витков катушки определяется из выражения
/<у = ФЯ/0,4;г, (3.120)
• где / - сила тока (силой тока задаются), А;
о) - количество витков катушки;
R - сопротивление обмотки, Ом.
Магнитный привод применяют в приспособлениях (плиты, столы) для горизонтально-фрезерных и плоскошлифовальных станков.
На приспособлениях с постоянными магнитами необходимо обеспечить определенное усилие закрепления обрабатываемой детали. Сила магнитного напряжения (сила зажима) при закреплении детали магнитным полем определяется по формуле
(3.121)
где Ф - магнитный поток, Вб;
S - площадь зазора, м2.
Магнитный поток Ф зависит от магнитодвижущей силы F и магнитной проводимости Сл,, поэтому
Ф = РСМ. (3.122)
Сила зажима детали на магнитной плите, с учетом составляющих магнитного потока, определяется по формуле
e = 4,06-loV2G2/S), (3.123)
Имеются четыре класса точности магнитных плит: Я - нормальный, Я - повышенный, В - высокий и А - особо высокий.
Основные размеры прямоугольных магнитных плит и их технические требования отражены в ГОСТ 16528-87*. Шероховатость рабочей поверхности плиты и обработанной поверхности образца должны быть i V , oV? qW и о,П5/ для плит класса точности Я, П,ВкА соответственно. ^ \/ v
С увеличением высоты шероховатости на базовых поверхностях деталей, устанавливаемых на магнитных приспособлениях, сила прижима снижается, так- как возникающий воздушный зазор создает большое сопротивление прохождению магнитного потока.
В настоящее время применяют плиты с постоянными магнитами, магнитные свойства которых возбуждаются подачей в катушки сильных импульсов постоянного тока. Эти плиты не имеют движущихся узлов, а ток питания при работе отключен. Размагничивание получается за счет подачи в катушки убывающего до нуля переменного тока. Плиты с постоянными магнитами обеспечивают удерживающую силу до 1,5 МПа (15 кгс/см2), такую же, как и электромагнитные приспособления.
Постоянные магниты изготавливают из ферромагнитных материалов, обладающих высокой остаточной индукцией В и большой коэрцитивной силой Я. Лучшим материалом для постоянных магнитов является сталь с высоким содержанием углерода и специальных присадок вольфрама, кобальта, хрома. Магнитные свойства этих сталей постепенно уменьшаются, поэтому требуется повторное намагничивание (примерно через два года).
Постоянные магниты для плит изготавливают из специальных сплавов, верхнюю и нижнюю плиты - из отожженной стали 10, стальные пластины магнитного блока и вставки верхней плиты - из стали, диамагнитные прокладки блока - из меди и латуни, а диамагнитную заливку вставок верхней плиты - из баббита и красной меди.
Преимущества приспособлений с магнитным приводом:
вес и высота магнитных плит меньше, чем электромагнитных;
они безопасны в работе, так как не связаны с каким-либо источником тока;
не расходуют электроэнергию;
требуют меньшие затраты на ремонт;
имеют большой период эксплуатации (весьма долговечны в работе). Недостатки электромагнитных и магнитных приводов приспособлений:
получение меньшей силы зажима детали по сравнению с механизированными при водами;
на них нельзя крепить детали из немагнитных материалов.
Электромагнитные и магнитные плиты и патроны применяют для установки и закрепления деталей, обрабатываемых шлифованием, чистовым фрезерованием, точением.