

15 Специализированные процессы омд
Кроме рассмотренных процессов обработки металлов давлением на универсальных кузнечно-штамповочных машинах применяются специализированные процессы штамповки на машинах узкого технологического назначения.
Р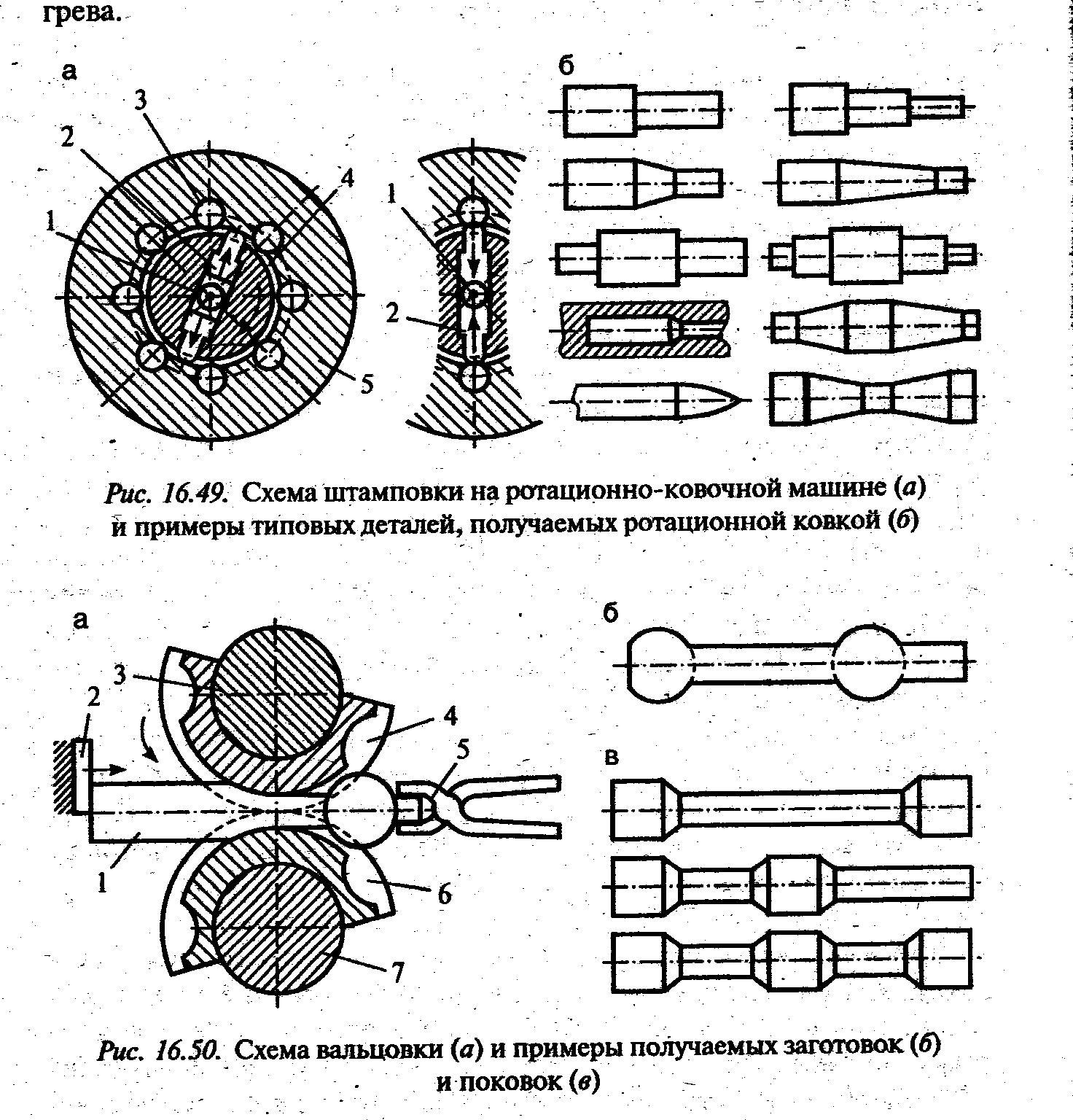 отационно-ковочные
машины
предназначены для протяжки путем обжатия
в холодном и горячем состоянии сплошных
круглых и квадратных заготовок и труб
периодически сходящимися (пульсирующими)
бойками. По длине изделия можно получать
переменными по форме и размерам. Принцип
действия машины (рисунок слева) основан
на том, что при вращении шпинделя 4 бойки
2 благодаря роликам 3, помещенным в обойме
5, скользят в пазах шпинделя и ударяют
по заготовке 1. После каждого удара бойки
отбрасываются от заготовки центробежной
силой.
отационно-ковочные
машины
предназначены для протяжки путем обжатия
в холодном и горячем состоянии сплошных
круглых и квадратных заготовок и труб
периодически сходящимися (пульсирующими)
бойками. По длине изделия можно получать
переменными по форме и размерам. Принцип
действия машины (рисунок слева) основан
на том, что при вращении шпинделя 4 бойки
2 благодаря роликам 3, помещенным в обойме
5, скользят в пазах шпинделя и ударяют
по заготовке 1. После каждого удара бойки
отбрасываются от заготовки центробежной
силой.
В ковочных вальцах (рисунок слева) деформирование заготовки 1 осуществляется во вращающихся секторных штампах 4 и 6, закрепленных на валках 3 и 7. В момент расхождения секторных штампов заготовку 1 подают до упора 2 клещами 5. При вращении валков заготовка обжимается в соответствии с профилем штампов и выдается из вальцов в сторону вальцовщика. Вальцовка по такой схеме называется формовочной и служит для предварительного профилирования заготовок удлиненной формы.
Раскатка кольцевых заготовок осуществляется в процессе деформирования валками на специализированных кольцераскатных машинах и применяется при изготовлении кольцевых деталей диаметром 60…7000 мм и шириной 5…1200 мм и массой от нескольких десятков граммов до 12,5 т.
Наиболее распространена открытая раскатка (рисунок слева). Исходная заготовка 5 помещается между валками 1 и 3, один из которых, обычно наружный, является приводным, а второй вращается за счет сил трения от контакта с заготовкой. Один из валков (1) совершает возвратно-поступательное перемещение, воздействуя на заготовку с усилием, необходимым для ее деформирования. Увеличиваясь в диаметре, заготовка в течение всего процесса деформирования соприкасается с двумя свободно вращающимися направляющими валками 2 и 6, которые прижимаются к ней с определенным усилием. Одновременно с заготовкой контактирует контрольный ролик 4, который при достижении заданного наружного диаметра подает сигнал на отвод нажимного валка 1 в исходное положение, после чего заготовка может быть удалена с валка 3.
Н акатка
– образование на заготовке резьбы или
мелких рифлений непрерывным воздействием
инструмента. Деформационное упрочнение
поверхностного слоя при накатке и
волокнистое строение структуры повышают
прочность резьбовых соединений примерно
в 1,6 раз по сравнению с нарезкой.
акатка
– образование на заготовке резьбы или
мелких рифлений непрерывным воздействием
инструмента. Деформационное упрочнение
поверхностного слоя при накатке и
волокнистое строение структуры повышают
прочность резьбовых соединений примерно
в 1,6 раз по сравнению с нарезкой.
Наиболее распространенным способом накатки резьбы на сплошных и полых заготовках является накатка плоскими плашками (рисунок слева). Заготовку 3 вставляют между подвижной 1 и неподвижной 2 плашками, на рабочих поверхностях которых имеется резьба соответствующего профиля.
Накатка применяется не только при формообразовании резьб, но и для получения различных профилей на деталях типа валов и осей, шлицевых соединений, червяков и винтов, зубчатых зацеплений, а также для упрочнения поверхности деталей, полученных обработкой резанием.
Возможность штамповки некоторых высоколегированных сталей и сплавов на основе цветных металлов существенно ограничивается из-за высокого сопротивления деформированию, низкой пластичности и узкого температурного интервала обработки давлением. Для получения поковок из таких материалов применяют изотермическую штамповку. При этом способе горячее деформирование заготовок осуществляется в изотермических условиях, когда штампы и окружающее их рабочее пространство нагреты до температуры, близкой к температуре деформации сплава. Нагрев обеспечивается индукторами, встроенными в рабочем пространстве пресса.
Изотермическая штамповка осуществляется на прессах при небольших скоростях деформации, чтобы обеспечить наиболее полное протекание разупрочняющих процессов во время деформирования.
В листовой штамповке также применяются некоторые специальные схемы.
16.
Вырубка
и пробивка с использованием эластичной
среды-
применяют для получения деталей толщиной
до 1 мм для которых сложно получить штамп
мин-м зазором м/у пуансоном и матрицей.
Эластичная среда при вырубке служит
матрицей а при пробивки пуансоном. На
плиту устанавливают шаблон на шаблон
устанавливают заготовку. При перемещении
контейнера с эластичной средой заготовка
воспринимает давление.

Ротационная
вытяжка-
форма изделия копирует форму оправки
прижимной бабки и вращается вместе с
нею, деформирующий ролик движится от
центра заготовки к переферии изменяя
форму заготовки на некоторый угол, затем
ролик движется в обратном направлении .
.
Штамповка взрывом- заготовка укладывается на матрицу, прижимается к ней прижимом. На заготовкой помещают заряд, бассейн заливают водой. При взрыве ударная волна прижимает заготовку к матрице. Применяется для вытяжки, отбартовки, раздачи труб.

17. Сварка – это процесс получения неразъемного соединения посредством установления межатомных связей между соединяемыми (свариваемыми) частями при их местном нагреве (сварка плавлением), пластическом деформировании или совместном действии того и другого (сварка давлением). Сваркой можно соединять однородные и разнородные материалы, сплавы, некоторые керамические материалы и пластмассы.
Преимущества сварки: высокая производительность и прочность сварных соединений, часто достигающая прочности цельного металла.
Недостатки сварки: высокая стоимость специального оборудования, необходимость нагрева металла до высоких температур и применения больших давлений.
Соединение, полученное при сварке, характеризуется непрерывной структурной связью и монолитностью строения, достигаемыми за счет образования атомно-молекулярных связей между элементарными частицами соединяемых твердых тел. Неразъемное монолитное соединение, образуемое при сварке, называется сварным соединением