

Плазменная сварка
П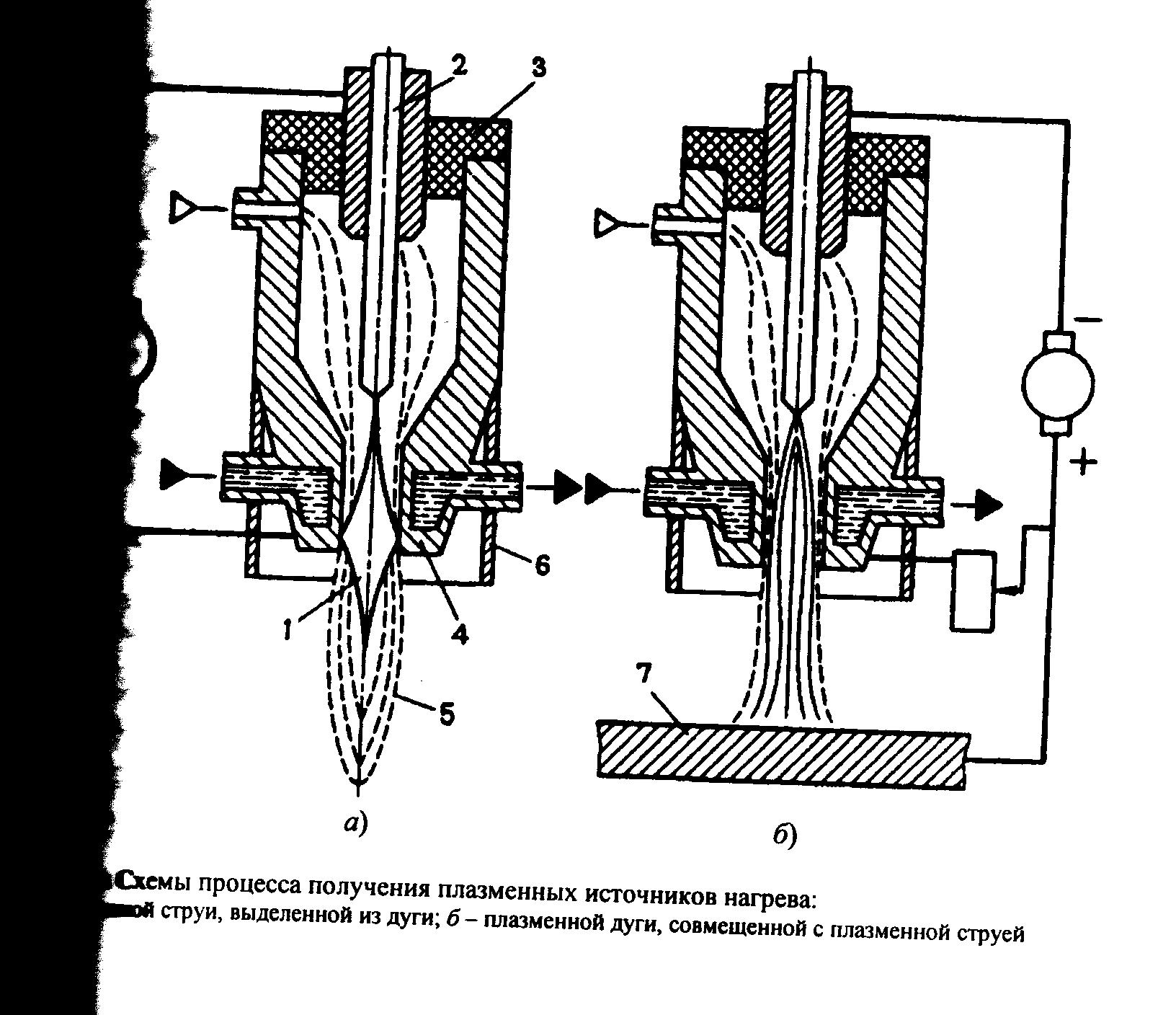
 лазменная
струя, применяемая для сварки, представляет
собой направленный поток частично или
полностью ионизированного газа, имеющего
температуру 10 000…20 0000С.
Плазму получают в плазменных горелках,
пропуская газ через столб сжатой дуги.
Дуга горит в узком канале сопла горелки,
через который продувают газ. При этом
столб дуги сжимается, что приводит к
повышению в нем плотности энергии и
температуры. Газ, проходящий через столб
дуги, нагревается, ионизируется и выходит
из сопла в виде высокотемпературной
плазменной струи. В качестве плазмообразующих
газов применяют азот, аргон, водород,
гелий воздух и их смеси.
лазменная
струя, применяемая для сварки, представляет
собой направленный поток частично или
полностью ионизированного газа, имеющего
температуру 10 000…20 0000С.
Плазму получают в плазменных горелках,
пропуская газ через столб сжатой дуги.
Дуга горит в узком канале сопла горелки,
через который продувают газ. При этом
столб дуги сжимается, что приводит к
повышению в нем плотности энергии и
температуры. Газ, проходящий через столб
дуги, нагревается, ионизируется и выходит
из сопла в виде высокотемпературной
плазменной струи. В качестве плазмообразующих
газов применяют азот, аргон, водород,
гелий воздух и их смеси.
Применяют два основных плазменных источника нагрева: плазменную струю, выделенную из столба косвенной дуги (рисунок слева а) и плазменную дугу, в которой дуга прямого действия совмещена с плазменной струей (рисунок слева б).
В горелках для получения плазменной струи дуга 1 горит между вольфрамовым электродом 2 и соплом 4, к которому подключен положительный полюс источника тока. Электрод изолирован от корпуса горелки керамической прокладкой 3. Сопло интенсивно охлаждается водой. Из сопла выходит плазменная струя 5. Горелки снабжены вторым концентрическим соплом 6, через которое подается защитный газ. Горелка питается постоянным током прямой полярности от источников с падающей характеристикой. Дугу зажигают с помощью осциллятора.
В горелках для получения плазменной дуги дуга горит между электродом и заготовкой.
Увеличивая ток и расход газа, можно получить проникающую плазменную дугу. В этом случае резко возрастает тепловая мощность дуги, давление и скорость истечения плазмы. Такая дуга дает сквозное проплавление и выдувает расплавленный металл (процесс резки).
Электронно-лучевая сварка
Э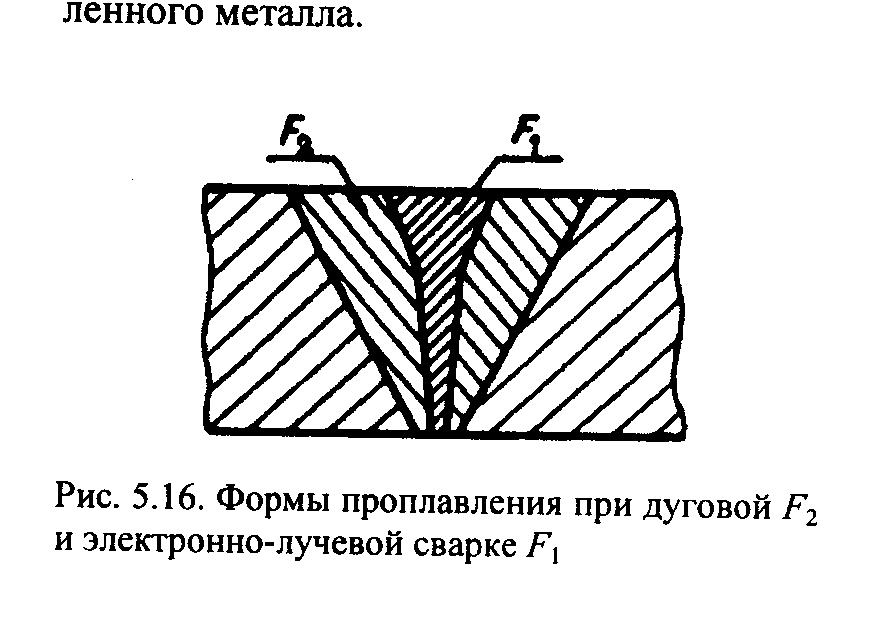 лектронный
луч представляет собой сжатый поток
электронов, перемещающийся с большой
скоростью от катода к аноду в сильном
электрическом поле. При соударении
электронного потока с твердым телом
более 99% кинетической энергии электронов
переходит в тепловую, расходуемую на
нагрев этого тела. Температура в месте
соударения может достигать 5000…60000С.
Электронный луч образуется за счет
эмиссии электронов с нагретого в вакууме
катода, с помощью электростатических
и электромагнитных линз фокусируется
на поверхности свариваемых материалов.
лектронный
луч представляет собой сжатый поток
электронов, перемещающийся с большой
скоростью от катода к аноду в сильном
электрическом поле. При соударении
электронного потока с твердым телом
более 99% кинетической энергии электронов
переходит в тепловую, расходуемую на
нагрев этого тела. Температура в месте
соударения может достигать 5000…60000С.
Электронный луч образуется за счет
эмиссии электронов с нагретого в вакууме
катода, с помощью электростатических
и электромагнитных линз фокусируется
на поверхности свариваемых материалов.
При перемещении заготовки под неподвижным лучом образуется сварной шов.
При сварке электронным лучом теплота выделяется непосредственно в самом металле, который, частично испаряясь, оттесняет расплав в сторону, противоположную направлению сварки. Форма шва приобретает очертания F1, называемые «кинжальным проплавлением». Отношение глубины проплавления к ширине может достигать 20 : 1.
При сварке менее концентрированными источниками нагрева – дуговой, газовой,- когда нагрев и расплавление металла происходят г.о. за счет теплопроводности процессов, этот коэффициент обычно 1 : 1, 1 : 2, а форма сварного шва в сечении приближается к равнобедренному треугольнику F2.
Высокая концентрация теплоты в пятне нагрева позволяет испарять такие материалы, как сапфир, рубин, алмаз, стекло, получая в них отверстия. Незначительная ширина шва и нагретой зоны основного металла способствует резкому снижению деформаций сварного соединения. Кроме того, проведение процесса в вакууме обеспечивает получение зеркально-чистой поверхности шва и дегазацию расплавленного металла.
Минимальная толщина свариваемых заготовок составляет 0,02 мм, максимальная – до 100 мм.