

Сварка взрывом.
С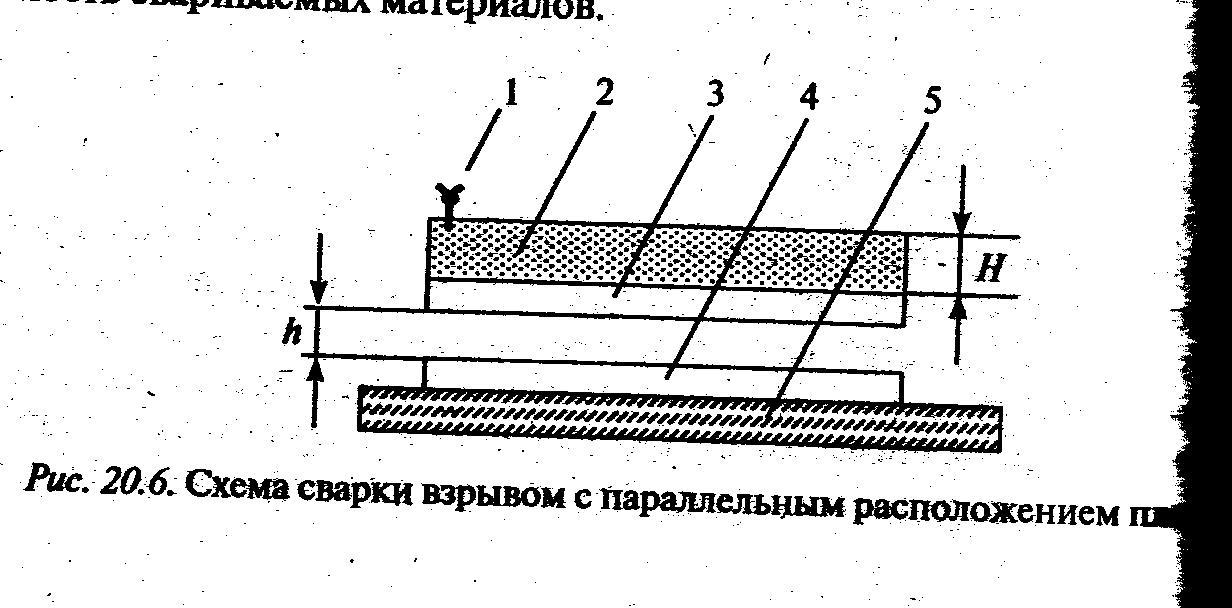 варка
взрывом – это процесс соединения
материалов, находящихся в твердой фазе,
за счет пластической деформации
соударяющихся под углом поверхностей
заготовок при воздействии импульса
давления, создаваемого взрывом.
Пластическая деформация в зоне соединения
приводит к образованию физического
контакта и активации контактных
поверхностей. Особенностью сварки
взрывом является образование волнового
профиля зоны сварки, что сопровождается
увеличением поверхности соединения.
При этом происходит очистка свариваемых
поверхностей от загрязнений и оксидов.
варка
взрывом – это процесс соединения
материалов, находящихся в твердой фазе,
за счет пластической деформации
соударяющихся под углом поверхностей
заготовок при воздействии импульса
давления, создаваемого взрывом.
Пластическая деформация в зоне соединения
приводит к образованию физического
контакта и активации контактных
поверхностей. Особенностью сварки
взрывом является образование волнового
профиля зоны сварки, что сопровождается
увеличением поверхности соединения.
При этом происходит очистка свариваемых
поверхностей от загрязнений и оксидов.
Большое распространение нашла схема с параллельным расположением пластин. На метаемой (плакирующей) пластине 3 располагают заряд взрывчатого вещества (ВВ) 2 толщиной H. Пластину с помощью опор устанавливают с зазором h к неподвижной (плакируемой) пластине 4, которая лежит на основании 5 (асбестовая пластина, песок, грунт). Инициирование процесса детонации заряда ВВ осуществляют электродетонатором 1. Детонация обусловлена распространением ударной волны, возбуждающей химическую реакцию. Переход взрывчатого вещества из твердого состояния в газообразное происходит с выделением большого количества энергии.
Минимальная скорость соударения, при которой создается достаточное для сварки давление в точке контакта, определяется по формуле:
 ,
,
Где d1, d2, - толщины свариваемых пластин; т – предел текучести материала метаемой пластины.
Скорость детонации для применяемых при сварке взрывом ВВ лежит в пределах 2000…4500 м/с. Тогда скорость соударения v0 для металлических материалов составляет 200…700 м/с. При определении толщины заряда используют параметр r, который представляет отношение половины массы ВВ к массе пластины:
 ,
,
Где 0 – плотность ВВ; H0 – ½ толщины заряда; d1 – толщина метаемой пластины; 1 – плотность пластин.
Для малых углов соударения (=3…120), которые применяются при сварке взрывом, давление в зоне соударения определяют из выражения:
![]() ,
,
Г де
1
– плотность метаемой пластины; v0
– скорость соударения метаемой пластины.
де
1
– плотность метаемой пластины; v0
– скорость соударения метаемой пластины.
Для сварки металлических материалов r принимают 0,5…2. Давление за ударной волной для различных ВВ составляет 3…12 ГПа.
Метаемая пластина подвергается двойному изгибу и совместно с неподвижной пластиной интенсивной пластической деформации в зоне соударения.
Сварка взрывом ведется без нагрева и с нагревом свариваемых заготовок. Режимы сварки определяются пластическими характеристиками и гомологическими температурами свариваемых материалов.
Сварка труб взрывом осуществляется по схемам внутреннего и наружного плакирования. Трубы устанавливают с зазором друг к другу. Заряд ВВ размещают соответственно внутри или снаружи метаемой трубы. При наличии в сварочном зазоре газа или воздуха в процессе сварки создается ударно-сжатый поток. Его взаимодействие со свариваемой поверхностью приводит к образованию на метаемой поверхности волнового профиля еще до соударения, что повышает прочность соединения.
Сваркой взрывом изготовляют волокнистые композиционные материалы, размещая в сварочном зазоре упрочняющие элементы (волокна, высокопрочную проволоку); композиты из химически несовместимых компонентов, которые получить другими методами невозможно; панельные конструкции; слоистые трубы; биметаллический инструмент и др.