

Мартенсит – пересыщенный твердый раствор углерода в α – железе.
Мартенсит имеет тетрагональную искаженную кристаллическую решетку с большим количеством атомов углерода. Соотношение параметров решетки с/а > 1.
Отношение с/а называется степенью тетрагональности мартенсита. Чем больше углерода, тем выше степень тетрагональности.
Мартенсит имеет очень высокую твердость и одновременно высокую хрупкость. Высокая твердость мартенсита обусловлена искажениями кристаллической решетки и большими внутренними напряжениями.
Мартенсит имеет игольчатое строение. Образуется мартенсит из аустенита при охлаждении в результате мартенситного превращения в интервале температур Мн и Мк.
Мн - температура начала мартенситного превращения
Мк.- температура конца мартенситного превращения
Третий тип превращения аустенита – промежуточное превращение, которое происходит при скоростях охлаждения больше, чем скорости перлитного превращения и меньше, чем скорость мартенситного превращения. Такое превращение называется бейнитным превращением.
В результате бейнитного превращения образуется структура бейнит.
Бейнит имеет природу перлита, так как является феррито – цементитной смесью, но высокодисперсной и имеет строение мартенсита – игольчатое.
Таким образом, аустенит при охлаждении может претерпевать три типа превращений:
Перлитное превращение – диффузионное превращение, образуются структуры перлит, сорбит, тростит.
Промежуточное превращение – образуется структура бейнит.
Мартенситное превращение – бездиффузионное превращение, образуется структура мартенсит.
Общий вид превращения аустенита при охлаждении изображается С‑образными кривыми на диаграмме изотермического превращения аустенита.
На рис.10.5 приведена диаграмма изотермического превращения аустенита для эвтектоидной стали (0,8 % С). Горизонтальные линии Мн и Мк показывают температуры начала и конца бездиффузионного мартенситного превращения.
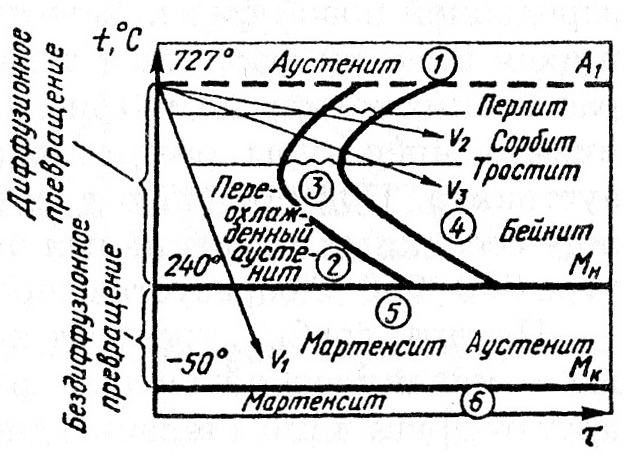
Рис. 10.5 Диаграмма изотермического превращения аустенита эвтектоидной стали
На диаграмме можно выделить следующие области: 1) область устойчивого аустенита (для стали, содержащей 0,8 % С, выше Ас1); 2) область переохлажденного аустенита; 3) область начавшегося, но еще не закончившегося превращения А → П; 4) область закончившегося превращения; 5) область начавшегося, но еще не закончившегося мартенситного превращения (между Мн и Мк); 6) мартенситная область (ниже Мк).
Область, расположенная слева от кривой начала распада аустенита (область переохлажденного аустенита), определяет продолжительность инкубационного периода, характеризующую устойчивость переохлажденного аустенита. С увеличением переохлаждения его устойчивость быстро уменьшается, достигая минимума (для эвтектоидной стали около 550 °С), и далее вновь возрастает.
В зависимости от степени переохлаждения аустенита различают три температурные области превращения: перлитную (переохлаждение до 500 °С), мартенситную (переохлаждение ниже Мн - для эвтектоидной стали ниже температуры 240 °С) и промежуточного (бейнитного) превращения (переохлаждение для эвтектоидной стали в интервале от 500 до 240 °С).
Скорости охлаждения на С – образной кривой показывают, какую структуру можно получить после охлаждения. Так, при охлаждении со скоростью V1 образуется структура мартенсита. В этом случае скорость охлаждения велика и проходит мартенситное превращение. При скоростях охлаждения V2 и V3 проходит диффузионное перлитное превращение и образуются структуры сорбита и тростита.
Касательная к С – образной кривой является минимальной скоростью охлаждения, при которой из аустенита образуется мартенсит. Такая скорость охлаждения называется критической скоростью закалки.
Критическая скорость закалки – минимальная скорость охлаждения, при которой образуется структура мартенсита.
ЛЕКЦИЯ 11
ОСНОВНЫЕ ВИДЫ ТЕРМИЧЕСКОЙ ОБРАБОТКИ
К основным видам термической обработки относятся:
Отжиг
Нормализация
Закалка
Отпуск
Рассмотрим каждый вид термической обработки, классификацию, режимы и назначение.
ОТЖИГ
Отжигом называется термическая обработка, при которой производится нагрев до определенной температуры с последующей выдержкой и медленным охлаждением вместе с печью.
Назначение отжига получение однородной, равновесной структуры, свободной от остаточных напряжений.
На практике используют два принципиально различных вида отжига: отжиг I рода и отжиг II рода.

Рис. 11.1. Температура нагрева стали при отжиге и нормализации:
1 - диффузионный отжиг; 2 - рекристаллизационный отжиг; 3 - отжиг для снятия напряжений; 4 - полный отжиг; 5 - неполный отжиг; 6 - нормализация;
Отжиг I рода.
Особенностью всех разновидностей отжига I рода является то, что все они не связаны с фазовыми превращениями в твердом состоянии стали и протекают независимо от того, идут при этом фазовые превращения или нет.
Отжиг I рода включает:
1. Диффузионный отжиг применяют для устранения химической неоднородности, возникающей при кристаллизации металла. Этому отжигу подвергают слитки и отливки из легированной стали для устранения ликвации, которая повышает склонность стали при обработке давлением к трещинообразованию.
Нагрев при диффузионном отжиге проводят до максимально высоких температур, так как при этом наиболее интенсивно происходят диффузионные процессы, необходимые для выравнивания в отдельных объемах состава стали. Обычно для легированных сталей температуру диффузионного отжига выбирают в интервале 1050 ‑ 1250 °С.
2. Рекристаллизационный отжиг заключается в нагреве деформированной стали выше температуры начала рекристаллизации, выдержке при этой температуре и последующем медленном охлаждении.
Рекристаллизационный отжиг применяют для устранения наклепа после холодной пластической деформации. При проведении этого отжига главным процессом является рекристаллизация металла.
Рекристаллизационный отжиг используют в промышленности как промежуточный процесс между операциями холодного деформирования (для снятия наклепа).
3. Низкий отжиг для снятия внутренних напряжений проводят с целью уменьшения остаточных напряжений, образовавшихся в металле при ковке, литье, сварке и способных вызвать коробление и разрушение детали. Главным процессом, проходящим при отжиге для снятия внутренних напряжений, является полная или частичная релаксация остаточных напряжений.
На практике отжиг стальных изделий для снятия напряжений проводят в температурном интервале 160 – 700 °С с последующим медленным охлаждением.