

Электронно-лучевая сварка.
Сущность процесса электронно-лучевой сварки состоит в использовании для нагрева и расплавления свариваемых кромок кинетической энергией потока электронов, движущихся с высокими скоростями в вакууме. В месте соударения электронов со свариваемыми заготовками почти 99% кинетической энергии переходит в тепловую, что сопровождается повышением температуры до 5000— 6000 "С. Кромки заготовок расплавляются и после кристаллизации образуется сварной шов.
Для сварки заготовок таким способом используют электронную пушку (рис. 40, а). В вакуумной камере 1 в формирующем электроде 2 расположен вольфрамовый катод 3, обладающий эмиссионной способностью при подогреве до 2000—2500 oC. Пол катодом расположен анод 4 с центральным отверстием для пропускания луча к детали. Электроны, сформированные в пучок электродом 2, под воздействием высокой разности потенциалов между катодом и анодом перемещаются с ускорением по направлению к детали. Диафрагма 5 отсекает краевые зоны луча 6, а магнитные линзы 7 фокусируют луч на поверхности детали 9. Скорость сварки определяет скорость перемещения детали под неподвижным пятном луча или отклонением самого луча с помощью отклоняющей системы 8. Основными параметрами режима являются ускоряющее напряжение (25—120 кВ), сила тока (35— 1000 МА), диаметр сфокусированного луча (0,02—1,2 мм), скорость сварки (до 100 м/ч).
Достоинствами электронно-лучевой сварки является высокая концентрация энергии на поверхности детали, что позволяет проплавлять толщины до 200 мм, идеальная защита — вакуум, а также малое количество теплоты, вводимой в деталь, что снижает вероятность структурных превращений в больших объемах и деформацию конструкции. Электронно-лучевая сварка может быть применима для заготовок из всех материалов, а чаще всего из разнородных — например, из металла с керамикой и для соединений заготовок из тугоплавких и химически активных металлов — Nb, Мо, W, Тi, Zr и др.
Лазерная сварка.
Создание достаточно мощных квантовых генераторов сделало возможным применение остро фокусированного светового пучка для сварки плавлением — лазерной сварки.
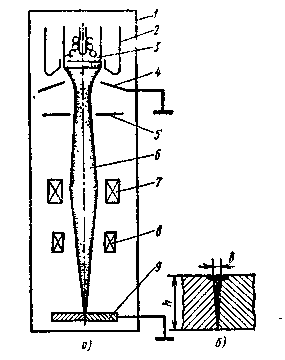
Рис. 40 Сварка электронным лучом:
а - схема электронной пушки для сварки; б— форма шва
Электрошлаковая сварка.
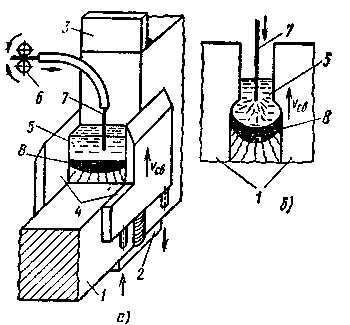
Рис. 41 Электрошлаковая сварка:
а – схема процесса; б— схема сварочной ванны
Свариваемость металлов и сплавов.
Дефекты сварных соединений
Строение и состояние реальной поверхности соединяемых заготовок характеризуется наличием большого количества дефектов, неровностей и загрязнений. Поверхность любого, даже тщательно отполированного твердого тела всегда волниста, шероховата и имеет множество выступов микроскопической величины, высота каждого из которых, однако, на несколько порядков больше, чем расстояния, необходимые для возникновения сил межатомного взаимодействия. Вследствие наличия неровностей и выступов действительная поверхность металла в много раз превышает наши представления о ее величине, составленные на основании измерений обычными методами. Кроме того, наружную поверхность металла характеризует наличие нескомпенсированных металлических связей и большое количество дефектов кристаллического строения, что способствует ее активному взаимодействию с внешней средой и приводит к быстрому окислению и осаждению на поверхности жидкости и газов. Практически после любой обработки поверхность мгновенно покрывается тонкой пленкой окислов, а также слоем адсорбированных молекул воды и жировых веществ. Толщина этого слоя составляет 100—200 молекул и удалить его полностью не удается, так как этому препятствует возникшая между слоем и поверхностью электрическая связь. Следовательно, даже если создать идеально плоские соединяемые поверхности, при их сближении соединение не может возникнуть из-за слоя окислов и масляных пленок.
Типы сварных соединений.
Подготовка кромок под сварку.
Методы формообразования поверхностей при механообработке.
Виды движений при механообработке.
Понятие о режимах резания (V,S,t).
Геометрические параметры срезаемого слоя при механообработке (на примере обтачивания).
Элементы токарного резца.
Геометрические параметры резца.
Инструментальные материалы.
Физическая сущность резания.
Силы резания.
Источники образования тепла и уравнение теплового баланса при резании.
Износ и стойкость инструмента.
Схемы обработки поверхностей при токарной обработке.
Станки токарной группы.
Сверлильные станки.
Режущий инструмент для станков сверлильной группы.
Схемы обработки на станках сверлильной группы.
Обработка на расточных станках.
Обработка на фрезерных станках.
Обработка на шлифовальных станках.
Методы зубонарезания.
Отделочные виды обработки.