

3.3. Ванна для просочення
М еханізована
ванна служить для просочення обмоток
електричних машин. (рис.3.3.). Вона
складається із шафи 1, звареного з
куточків і обшитого Рис.3.3.
Ванна для просочення котушок
еханізована
ванна служить для просочення обмоток
електричних машин. (рис.3.3.). Вона
складається із шафи 1, звареного з
куточків і обшитого Рис.3.3.
Ванна для просочення котушок
листовою сталлю. Шафа має двостулкові дверці, через які завантажують обмотки на піддон 3 для просочення й зняття з піддона їх після її.
У шафу вмонтований двобарабанний піднімальний механізм 2 для опускання піддона з обмотками у ванну 4 з лаком і підйому його з її. Піддони знімні, а ванна 4 може висуватися в приямок. Шафа обладнана витяжною вентиляцією.
3.4. Ванна для лудіння колекторних пластин
Лудильні ванни бувають із індукційним нагрівом і нагрівом спіралями опору (рис.3.4). Ванна 5, у якій розплавляється припій, має масивні стінки, що акумулюють тепло. За рахунок цього тепла при завантаженні холодних пластин температура у ванні знижується незначно.
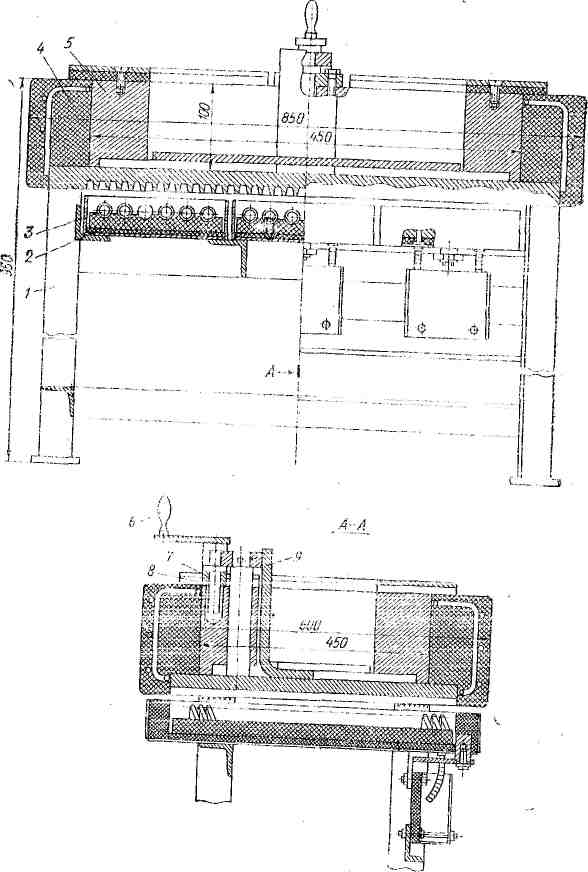
Рис.3.4. Ванна для лудіння шліців колекторних пластин
Ванна встановлена на підставі 1. Під днищем ванни перебуває три блоки спіралей 3, які для зручності заміни перегорілих спіралей висуваються.
Ванна й блоки спіралей покриті зовні теплоізоляцією 4 і 2. Завантажують і вивантажують пластини з ванни за допомогою піднімального механізму 9. Обертанням рукоятки 6 за рахунок укручування й вивертання гвинта 7 з гайки 8 можна піднімати або опускати цей механізм разом із завантаженими пластинами.
3.5. Пневматичне пристосування для розводки лобових частин
Пристосування (рис.3.5) закріплюють на столі за лабети звареної підстави 2.
Пакет шин, зігнутих на ребро, головкою встановлюють у паз між нерухливими й рухливий 9 губками. Натиском на педаль 11 повертають кран 12 і включають пневмоцилиндри. Пневмоцилиндр 7 рухливою губкою закріплює головку пакета шин, а циліндри 1 і 8, що мають штоки-рейки, приводять в обертання зубчате сектори 3 і 6.
3 .6. Установка для контактної пайки якорів
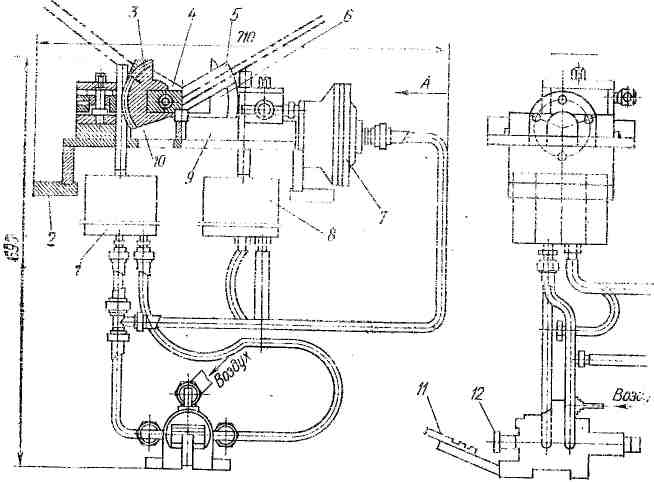
На рис. 3.6 показана установка для пайки з петушками колектора вивідних Рис.3.6. Установка для контактної пайки якорів
кінців якорів різних типорозмірів. На звареній рамі установки розташовані нерухлива 1 і рухлива 8 бабки, пристрої для пересування електродотримачів із закріпленими в них електродами 3 і 6. Уздовж осі якоря електродотримачі пересуваються при обертанні штурвала 9, а по вертикалі — гвинтами 5 і 4. Відстань між електродами змінюється гвинтом 7. Нахил якоря 2 у процесі пайки на кут до 45° може бути зроблений пневматичним підйомником 13, закріпленим на шарнірах 11 і 12, і зміною висоти стійок 10 і 14. Установка живиться від понижувального трансформатора потужністю 12 кВ·А, постаченого регулятором вторинної напруги, що дозволяє одержати шість різних значень сили струму від 500 до 1100 А.
3.7. Шаблон для розмітки якоря
Розмітку якоря виконують за допомогою шаблона (рис.3.7). Призмою 1 шаблон накладають на виступаючих коней вала, стрижень 5 вставляють у паз осердя, чертилку 4 опускають до зіткнення з поверхнею колектора. Середина стрижня, вісь призми й вістря чертилки перебувають в одній площині, що забезпечується при виготовленні шаблона.
Переміщаючи движок 3 уздовж пази стрижня 2 і спостерігаючи за вістрям чертилки, судять про ті, чи симетрично щодо середини паза осердя розташовані мідна пластина або міканитова прокладка по всій довжині колектора.
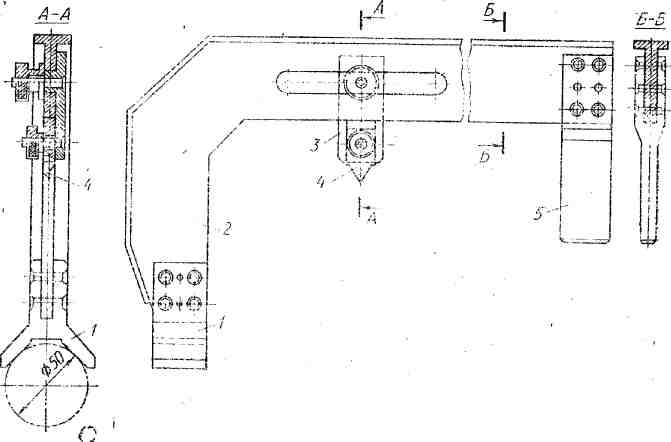
Рис.3.7. Шаблон для розмітки якоря
3.8. Півавтомат для бандажування якорів склострічкою
На рис. 3.8 показаний напівавтомат для бандажування якорів склострічкою. Напівавтомат складається із чеотирьох вузлів: станини А, передньої бабки В и задньої D и каретки з натяжним пристроєм С Кінематична схема напівавтомата складається із трьох ланцюгів: обертання шпинделя верстата, поздовжнього переміщення каретки, натягу бандажної стрічки. Шпиндель 18, а разом з ним і якір 19, установлений у центрах, одержують обертання від електродвигуна 10 через кубістську передачу 11 і коробці швидкостей.
Частота обертання, змінюється за допомогою муфти 16, що сидить на палу на ковзній шпонці. Муфта 16 може по черзі з'єднуватися із шестірнями 14 і 17, вільно насадженими на вал і маючими різне число зубців, або перебувати в нейтральному положенні (усього три частоти). Через блоки шестірень 13 і 12 одержують обертання ходовий 2 і силовий 1 валики. Ходовий валик 2 забезпечує поздовжню механічну подачу каретки через циліндричні 6 і конічні 5 шестірні, циліндричні пари шестірень (що вмикаються магнітними муфтами 3 і 30 залежно від напрямку пересування каретки) і рейкову передачу 29. Каретка може переміщатися вручну від штурвала 4 або прискорено від двигуна 31, тому що в ланцюзі валика є обгінна муфта.
Натяг і змотування бандажної стрічки з бобін 9 здійснюється через гальмові барабани 20, зв'язані між собою через шестірні 22. які одержують обертання від силового валика 1 через блок шестірень 7, фрикційні диски 27, 28 і обгінну муфту 26. Притискної ролик 21 приводиться в обертання від шестірень 24. Всю ціп включає магнітна муфта 25.
При заправленні стрічка натягається від обертання маховичка 23 і обгінної муфті 26. У момент зупинки верстата бобіна зі стрічкою гальмується електромагнітною муфтою 8, а натяг стрічки зберігається за допомогою обгінної муфті 15, що запобігає повороту шпинделя 18 у зворотному напрямку.

Рис.3.8. Півавтомат для бандажування якорів скло стрічкою