

Зварювальний порошковий дріт
Діаметр зварювального дроту від 3 до 6 мм. Виготовлений відповідно до ДСТ 26101-84 .
Є дуже тонкою трубкою або смугою з м'якої мало вуглецевої сталі, усередині якої містить порошок із різних розкислювачів і шлакоутворюючи речовини, а також стабілізатори горіння зварювальної дуги. Це - самозахисні види порошкового зварювального дроту, які можуть використовуватися без додаткової подачі газу в звичайних умовах, і навіть на вітрі.
Порошковий зварювальний дріт забезпечує навіть більшу продуктивність, ніж при зварці в процесі струменевого перенесення, з використанням суцільного обмідненого дроту. Але при цьому, перед зварюванням порошковим електродом, необхідно ретельно зачищати робочі поверхні зв'язаних деталей, що не завжди можливо в "польових" умовах. Порошковий зварювальний дріт також вельми вимогливий до механізмів автоматичної подачі зварювального апарату. При деформації порошковий зварювальний дріт стає практично непридатним до використання. Раз у раз, його доводиться витягувати із зварювального устаткування і замінювати на новий.
Застосування порошкового зварювального дроту - наплавлення деталей різного устаткування, штампового інструменту, будівельних машин і литих сталей. Після використання зварювального порошкового дроту виходить наплавлений шар металу, який захищає сталь від постійних механічних і температурних дій.
Існує декілька марок зварювального порошкового дроту: ПП-НП-18Х1ПМ, ПП-НП-25Х5ФМС, ПП-НП-35В9ХЗСФ, ПП-НП-ЗОХ4В2М2ФС, ПП-НП-100Х4Г2АР і ін.
Види постачання зварювального дроту
Св08, Св08а діаметрів 2-6 мм у великовантажних бухтах 1-1,4 тн. Зовнішній діаметр бухти 830-850 мм, висота бухти 700-1000 мм Решта дроту поставляється в мотках: до 1 мм вага мотка до 15 мм, зовнішнього діаметру 220-260мм, товщини мотка 60-80мм
Понад 1 мм дріт поставляється в мотках по 80-120 кг, зовнішній діаметр мотка 630-730 мм, товщина мотка 160-180 мм
Дріт обміднений поставляється в мотках і на касетах по 5-15-18 кг Зовнішній діаметр касети для 5кг – 200 мм, для останніх-300 мм, внутрішній діаметр 5 і 15 кг касети 51 мм, для 18 кг - 180 мм
Тема уроку: Загальні відомості про електроди. Держстандарти на електроди.
Покритий електрод являє собою металевий стрижень як правило, від 250 до 450 мм, з нанесеною на його поверхню обмазкою. Для покриття електрода використовують суміш речовин, які посилюють іонізацію атмосфери зварювальної дуги, захищають від шкідливого впливу середовища і служать для металургійної обробки зварювальної ванни. Захист металу від впливу атмосферних газів здійснюється за рахунок шлаку і газів, що утворюються при плавленні покриття (обмазки).
При розплавленні електрода у зварювальній дузі відбуваються складні металургійні процеси. У результаті окисно-відновних реакцій в газовому середовищі дуги і на кордоні її розділу з металом, а також між металом і шлаком відбувається легування, окислення та розкислення металу, що утворює зварний шов.
Властивості електродів в значній мірі визначаються властивостями шлаку, одержуваного з шлакообразующих основи покриття електродів.
Електрод повинен забезпечувати:
легке запалювання та стійке горіння зварювальної дуги;
рівномірний розплавлення покриття електрода;
рівномірне покриття шва шлаком і легке його видалення після зварювання;
відсутність у металі шва тріщин, пор, непроварів.
Ознаки класифікації електродів:
матеріал стрижня електрода;
призначення для зварювання певних сталей;
товщина покриття стрижня;
види покриття;
характер шлаку, що утворюється при розплавленні покриття;
властивості металу шва;
допустимі просторові положення зварювання або наплавлення;
рід і полярність застосовується при зварюванні струму.
Зварювальний електрод - виріб з електропровідного матеріалу, що служить для підведення електричного струму до місця зварювання. Розрізняють плавляться і не плавляться електроди.
До електродів, які плавляться відносяться зварювальні дроти, прутки, пластини та стрічки суцільного перерізу, порошкові дроти і стрічки, а також, покриті і комбіновані електроди (плавляться мундштуки).
У залежності від призначення плавкі електроди можуть бути виготовлені із сталі, алюмінію, титану, міді або інших металів і сплавів.
Плавкі електроди одночасно служать для введення присадкового металу при зварюванні плавленням. Застосовуючи плавкі електроди відповідного хімічного складу, можна змінювати в бажаному напрямку склад металу шва, легувати його потрібними елементами, знижувати вміст шкідливих домішок.
При зварюванні електродом, що плавиться утворюється зварний шов, який виходить за рахунок основного металу і металу електрода.
До неплавких електродів відносяться електродні стрижні та електроди для контактного електрозварювання - вугільні, графітові і вольфрамові. При зварці неплавким електродом зварний шов виходить тільки за рахунок розплавлювання основного металу і металу присадкового прутка.
Всі зварювальні електроди можна розділити на дві групи, які в свою чергу поділяються на підгрупи:
Все сварочные электроды можно разделить на две группы, которые в свою очередь подразделяются на подгруппы:
Неметаллические сварочные электроды |
Металлические сварочные электроды |
||
Неплавящиеся |
Неплавящиеся |
Плавящиеся |
|
· Графитовые · Угольные |
Вольфрамовые: Торированные Лантанированные Итрированные |
Покрытые |
Непокрытые |
Стальные, Чугунные Медные, Бронзовые Алюминиевые и другие |
Использовались на ранних стадиях развития сварочных технологий. Сейчас применяются в виде непрерывной проволоки для сварки в среде защитных газов. |
||
Матеріал для стрижнів електродів
На виробництво електродів йде зварювальний дріт, яка виготовляється за ГОСТ 2246-70, в якому передбачені марки і хімічний склад металу, розміри, технічні вимоги, маркування, упаковка, зберігання і транспортування.
Умовні позначення положень зварювання
Кожен вид електродів призначений для певних положень зварювання в просторі. На рис. 1 наведені умовні позначення положень зварювання в просторі.
М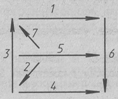 алюнок
1. Умовні позначення положень зварювання
в просторі: 1 - стельове; 2 - кутове і
таврове; 3 - вертикальне вгору; 4 - нижнє,
5 - горизонтальне на вертикальній площині;
6 - вертикальне вниз; 7 - кутове і світове
в стельовому положенні
алюнок
1. Умовні позначення положень зварювання
в просторі: 1 - стельове; 2 - кутове і
таврове; 3 - вертикальне вгору; 4 - нижнє,
5 - горизонтальне на вертикальній площині;
6 - вертикальне вниз; 7 - кутове і світове
в стельовому положенні
Умовні позначення електродів
Електроди, поряд з позначеннями за типом (Е42, Е46, Е50 та ін) і марки (ОЗС-4, АНО-4, ТМЛ-1У та ін) мають універсальне умовне позначення у вигляді дробу, яке дає повні відомості про характеристики електрода .
Тема уроку: Електродне покриття. Класифікація електродних покриттів.
Класифікація покритих металевих зварювальних електродів за ГОСТ 9466-75
Відповідно до ГОСТ 9466-75 електроди покриті металеві для ручного дугового зварювання сталей і наплавлення класифікуються:
Види електродів за призначенням:
для зварювання вуглецевих і низьколегованих конструкційних сталей з тимчасовим опором розриву до 60 кгс / мм ² (600 МПа). Позначаються буквою У (ГОСТ 9467-75);
для зварювання легованих конструкційних сталей з тимчасовим опором розриву понад 60 кгс / мм ² (600 МПа). Позначаються літерою Л (ГОСТ 9467-75);
для зварювання легованих теплостійких сталей. Позначаються буквою T (ГОСТ 9467-75);
для зварювання високолегованих сталей з особливими властивостями. Позначаються буквою В (ГОСТ 10052-75);
для наплавлення поверхневих шарів з особливими властивостями. Позначаються буквою H (ГОСТ 10051-62).
Види електродів по товщині покриття За товщиною покриття електроди поділяються в залежності від ставлення D / d (D - діаметр покритого електрода; d - діаметр стержня):
з тонким покриттям (D / d <1,2). Позначаються буквою М;
з середнім покриттям (D / d <1,45). Позначаються літерою С;
з товстим покриттям (D / d <1,8). Позначаються літерою Д;
з особливо товстим покриттям (D / d> 1,8). Позначаються буквою Г.
ГОСТ 9466 - 75 передбачає також три групи електродів - 1, 2, 3, характеризуються вимогами до якості (точності) виготовлення електродів, станом поверхні покриття, а також вмістом сірки та фосфору в наплавленому металі.