

спхфу пособие Допуски и посадки для гладких соед Алферова, Ображей 2012
.pdfГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ ВЫСШЕГО ПРОФЕССИОНАЛЬНОГО ОБРАЗОВАНИЯ
«САНКТ-ПЕТЕРБУРГСКАЯ ГОСУДАРСТВЕННАЯ ХИМИКО-ФАРМАЦЕВТИЧЕСКАЯ АКАДЕМИЯ»
МИНИСТЕРСТВА ЗДРАВООХРАНЕНИЯ РОССИЙСКОЙ ФЕДЕРАЦИИ
КАФЕДРА ТЕХНИЧЕСКОЙ МЕХАНИКИ И ИНЖЕНЕРНОЙ ГРАФИКИ
Л.И. Алферова, Л.М. Ображей
ДОПУСКИ И ПОСАДКИ ДЛЯ ГЛАДКИХ СОЕДИНЕНИЙ
Учебное пособие для самостоятельной работы студентов
факультета промышленной технологии лекарств по курсу «Прикладная механика»
Санкт Петербург «Изд-во СПХФА»
2012
УДК 621 – 81 Д68
Рецензенты:
зав. кафедрой ПАХТ, проф. Е. В. Иванов, зав. кафедрой ТММ ФГБОУ ВПО СПбГПУ, проф. А. Н. Евграфов
Д68 Допуски и посадки для гладких соединений : учебное пособие для самостоятельной работы студентов факультета промышленной технологии лекарств по курсу «Прикладная механика». / Л. И. Алферова, Л. М. Ображей. — СПб. : Изд-во СПХФА, 2012. — 56 с.
ISBN 978-5-8085-0338-0
Учебное пособие посвящено Единой системе допусков и посадок (ЕСДП)длягладкихэлементовдеталей(цилиндрическихилиограниченных параллельными плоскостями), используемой в курсе «Прикладная механика» и при выполнении курсового проекта по этому курсу для подготовки бакалавров.
Рассмотрены вопросы обеспечения взаимозаменяемости деталей, правила нанесения предельных отклонений размеров, обозначений шероховатости поверхности на изображении изделия.
Предназначено для студентов 1, 2 и 3 курсов факультета промышленной технологии лекарств.
Рекомендовано Ученым Советом ГБОУ ВПО СПХФА 13. 11. 2012 г., протокол № 4
ISBN 978-5-8085-0338-0 © Санкт-Петербургская государственная химико-фармацевтическая академия, 2012
1.ОСНОВНЫЕ ПОНЯТИЯ О ВЗАИМОЗАМЕНЯЕМОСТИ И СИСТЕМАХ ДОПУСКОВ И ПОСАДОК
1.1. Взаимозаменяемость
Взаимозаменяемость – возможность заменить одну деталь другой без дополнительной обработки при удовлетворении техническим требованиям, предъявляемым к данному узлу (к машине).
Взаимозаменяемость достигается только тогда, когда после изготовления размеры, форма, механические, электрические и другие количественные и качественные характеристики деталей и составных частей находятся в заданных пределах.
Первой составной частью взаимозаменяемости является разработка чертежей и технических требований с указанием требуемой точности размеров и других параметров деталей, составных частей и изделий.
Взаимозаменяемость обеспечивается стандартизованными системами допусков и посадок для соединений деталей машин, четкой системой конструкторской и технологической документации.
1.2. Номинальный, действительный и предельные размеры, предельные отклонения, допуски и посадки
Единая система допусков и посадок (ЕСДП) для гладких элементов деталей с номинальными размерами до 3150 мм установлена ГОСТ
2534689 и ГОСТ 25347-82, для размеров свыше 3150 мм – ГОСТ 2534882 и ГОСТ 25349-88 для деталей из пластмасс.
Номинальный размер (D, d, l, r и др.) – размер, относительно которого определяют предельные размеры и который служит также началом отчета отклонений. Для деталей, составляющих соединение, номинальный размер является единым. Номинальные размеры, определяющие величину детали, находят при расчете их на прочность и жесткость, их наносят на чертежах.
Для сокращения числа типоразмеров деталей, режущего и измерительного инструмента размеры, полученные расчетом, нужно округлять (как правило, в большую сторону), они должны соответствовать значениям, указанным в ГОСТ 6636-69. Ряды нормальных линейных размеров (диаметров, длин, высот и т.д.) построены на базе рядов предпочтительных чисел, но с некоторым округлением их значений (табл.1).
При выборе предпочтение нужно отдавать нормальным размерам из рядов с более крупной градацией (ряд Ra10 следует предпочитать ряду Ra20 и т.д.). Дополнительные размеры, приведенные в таблице, допускается применять в отдельных, технически обоснованных случаях.
|
|
|
Нормальные линейные размеры (ГОСТ 6636-69) |
|
Таблица 1 |
|||||||
|
|
|
|
|
||||||||
|
|
|
|
|
|
Размеры в мм |
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Ряды* |
|
Дополнительные |
|
Ряды* |
Дополнительные |
|
Ряды* |
|
Дополнительные |
||
|
|
|
размеры** |
|
|
|
размеры** |
|
|
|
размеры ** |
|
Ra 10 |
Ra 20 |
Ra 40 |
Ra 10 |
Ra 20 |
Ra 40 |
Ra 10 |
Ra 20 |
Ra 40 |
||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
5,0 |
5,2 |
5,2 |
|
25 |
|
25 |
27 |
|
125 |
125 |
118 |
|
5,5 |
|
|
26 |
|
135 |
||||||
5,0 |
|
|
25 |
|
|
|
125 |
|
|
|||
|
|
|
|
|
|
|
|
|
|
|||
5,6 |
5,6 |
5,8 |
28 |
|
28 |
29 |
140 |
140 |
145 |
|||
|
|
|
|
|||||||||
|
6,0 |
6,2 |
|
|
30 |
31 |
|
150 |
155 |
|||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
6,3 |
6,3 |
6,5 |
|
32 |
|
32 |
33 |
|
160 |
160 |
165 |
|
6,7 |
7,0 |
|
|
34 |
35 |
|
170 |
175 |
|||
6,3 |
|
32 |
|
|
160 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|||
7,1 |
7,1 |
7,3 |
36 |
|
36 |
37 |
180 |
180 |
185 |
|||
|
|
|
|
|||||||||
|
7,5 |
7,8 |
|
|
38 |
39 |
|
190 |
195 |
|||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
8,0 |
8,0 |
8,2 |
|
40 |
|
40 |
41 |
|
200 |
200 |
205 |
|
8,5 |
8,8 |
|
|
42 |
44 |
|
210 |
215 |
|||
8,0 |
|
40 |
|
|
200 |
|
||||||
|
|
|
|
|
|
|
|
|
|
|||
9,0 |
9,0 |
9,2 |
45 |
|
45 |
46 |
220 |
220 |
230 |
|||
|
|
|
|
|||||||||
|
9,5 |
9,8 |
|
|
48 |
49 |
|
240 |
||||
|
|
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
10 |
10 |
10,2 |
|
50 |
|
50 |
52 |
|
250 |
250 |
270 |
|
10,5 |
10,8 |
|
|
53 |
55 |
|
260 |
||||
10 |
|
50 |
|
|
250 |
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|||
11 |
11 |
11,2 |
56 |
|
56 |
58 |
280 |
280 |
290 |
|||
|
|
|
|
|||||||||
|
11,5 |
11,8 |
|
|
60 |
62 |
|
300 |
310 |
|||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|

|
12 |
12 |
12,5 |
|
63 |
63 |
65 |
|
320 |
320 |
330 |
|
|
13 |
13,5 |
|
67 |
70 |
|
340 |
350 |
||||
12 |
|
63 |
|
320 |
|
|||||||
|
|
|
|
|
|
|
|
|
||||
14 |
14 |
14,5 |
71 |
71 |
73 |
360 |
360 |
370 |
||||
|
|
|
||||||||||
|
15 |
15,5 |
|
75 |
78 |
|
380 |
390 |
||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
16 |
16 |
16,5 |
|
80 |
80 |
82 |
|
400 |
400 |
410 |
|
|
17 |
17,5 |
|
85 |
|
|
420 |
440 |
||||
16 |
|
80 |
|
|
400 |
|
||||||
|
|
|
|
|
|
|
|
|
||||
18 |
18 |
18,5 |
90 |
90 |
92 |
450 |
450 |
460 |
||||
|
|
|
||||||||||
|
19 |
|
95 |
98 |
|
480 |
490 |
|||||
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
20 |
20 |
19,5 |
|
100 |
100 |
102 |
|
500 |
500 |
515 |
|
|
21 |
20,5 |
|
105 |
108 |
|
530 |
545 |
||||
20 |
|
100 |
|
500 |
|
|||||||
|
|
|
|
|
|
|
|
|
||||
22 |
22 |
21,5 |
110 |
110 |
112 |
560 |
560 |
580 |
||||
|
|
|
||||||||||
|
24 |
23,0 |
|
115 |
115 |
|
600 |
615 |
||||
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|
|
*При выборе размеров предпочтение должно отдаваться рядам с более крупной градацией (ряд Ra 10 следует предпочитать ряду Ra 20 и т.д.)
** Дополнительные размеры, приведенные в таблице, допускается применять лишь в отдельных, технически обоснованных случаях.

Действительный размер – размер, установленный измерением с допустимой погрешностью. Этот термин введен потому, что в производстве невозможно выполнить абсолютно точно требуемые размеры деталей, некоторая погрешность вносится также при измерении.
Предельные размеры детали – два предельно допустимых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший – наименьшим предельным размером.
Обозначим их Dmax и Dmin – для отверстия, dmax и dmin – для вала (рис. 1а, б). Сравнение действительного размера с предельными дает возможность су-
дить о годности детали.
Рис. 1а. Расположение полей допусков отверстия и вала при посадке с зазором – основная схема
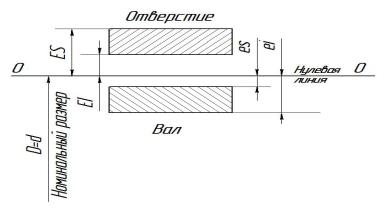
Рис 1б. Расположение полей допусков отверстия и вала при посадке с зазором – упрощенная схема
Для упрощения чертежа введены предельные отклонения от номинального размера, проставляемые рядом с этим размером.
Верхним предельным отклонением «ES» – отверстия, «es» – вала называют алгебраическую разность между наибольшим предельным и номинальным размерами.
Нижним предельным отклонением «EI» – отверстия, «ei» – вала называют алгебраическую разность между наименьшим предельным и номинальным размерами.
Для отверстия верхнее отклонение
ES = Dmax – D,
нижнее отклонение
EI = Dmin – D;
Для вала верхнее отклонение
es = dmax – d,
нижнее отклонение
ei = dmin – d (см. рис. 1а, 1б).
Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размеры больше номинального, и отрицательным, если указанные размеры меньше номинального.
На машиностроительных чертежах номинальные линейные размеры представляются в миллиметрах без указания размерности.
Предельные отклонения в таблицах допусков проставляют в микрометрах, а на чертежах в миллиметрах более мелким шрифтом.
Например, 42+−00,,003013 ; 42−−00,,013024 ; 42+0,011; 42-0,025.
Верхнее отклонение ставят немного выше, а нижнее – несколько ниже номинального размера. При равенстве абсолютных величин отклонений их величину указывают один раз со знаком ± рядом с номинальным размером и одинаковым с ним шрифтом (например, 60 ± 0,2).
Отклонение, равное нулю, на чертеже не ставят. В этом случае наносят толькоодноотклонение–положительноенаместеверхнегоилиотрицатель- ное на месте нижнего предельного отклонения (например, 200 +0,2; 200-0,2).
Допуском «Т» (начальная буква французского слова Tolerance – допуск) называют разность между наибольшим и наименьшим допустимыми значениями того или иного параметра.
ДопускразмераТ–разностьмеждунаибольшиминаименьшимпредель- ными размерами или абсолютная величина алгебраической разности между верхниминижнимотклонениями.Допуск–величинавсегдаположительная. Он представляет величину допустимого расстояния действительных размеровгодныхдеталейвпартиях.Сувеличениемдопускакачествоизделия,как правило, ухудшается, но стоимость изготовления уменьшается.
Графическое изображение полей допусков.
Для упрощения допуски изображают графически в виде полей допусков (см. рис. 1а и 1б). При этом ось изделия (на рис. 1б не показана) всегда располагается под схемой.
Поле допуска определяется величиной допуска и его положением относительно номинального размера. При графическом изображении поле допуска заключено между двумя линиями, соответствующими верхнему и нижнему отклонениям относительно нулевой линии.
Нулевая линия – линия, соответствующая номинальному размеру, от которой откладываются отклонения размеров при графическом изображении допусков и посадок. Будем ее обозначать «00». Положительные отклонения откладываются вверх от неё, а отрицательные – вниз.
Соединения. Две или несколько подвижно или неподвижно соединяемых деталей называют сопрягаемыми.
Поверхности, по которым происходит соединение деталей, называют сопрягаемыми, остальные поверхности – несопрягаемые (свободные).
В соединениях деталей, входящих одна в другую, различают охваты-
вающие и охватываемые поверхности.
Вал – термин, применяемый для обозначения наружных (охватываемых) элементов (поверхностей) деталей.
Отверстие – термин, применяемый для обозначения внутренних (охватывающих) элементов (поверхностей) деталей.

Допуски размеров охватывающей и охватываемой поверхностей будем сокращено называть соответственно допуском отверстия TD и до-
пуском вала Тd.
Посадки. Посадкой называют характер соединения деталей, определяемый величиной получающихся при этом зазоров и натягов. Посадка характеризует свободу относительного перемещения соединяемых деталей или степень сопротивления их взаимному смещению.
В зависимости от взаимного расположения полей допусков отверстия и вала посадка может быть с зазором, натягом или переходной, при которой возможно получение как зазора, так и натяга.
На рис. 1а, б показана посадка с зазором. На рис. 2 даны схемы полей допусков для различных посадок.
Зазор «S» – разность размеров отверстия и вала, если размер отверстия больше размера вала; он обеспечивает возможность относительного перемещения собранных деталей.
Наименьший Smin, наибольший Smax и средний Sm зазоры определяют по формулам:
Smax = Dmax – dmin; Smin = Dmin – dmax;
Sm = Smax 2+ Smin
Натяг «N» – разность размеров вала и отверстия до сборки, если размер вала больше размера отверстия; он обеспечивает взаимную неподвижность деталей после их сборки.
НаибольшийNmax, наименьшийNmin и среднийNm натяги определяют
Nmax = dmax – Dmin; Nmin = dmin – Dmax;
N = |
Nmax + Nmin |
|
2 |
||
m |
||
|
Посадка с зазором – посадка, при которой обеспечивается зазор в соединении [поле допуска отверстия расположено над полем допуска вала
(рис. 2 а)].
К посадкам с зазором относятся такие посадки, в которых нижняя граница поля допуска отверстия совпадает с верхней границей поля допуска
вала, т.е. Smin = 0.
Посадка с натягом – посадка, при которой обеспечивается натяг в соединении [поле допуска отверстия расположено под полем допуска вала
(рис. 2 б)].
Переходная посадка – посадка, при которой возможно получение как зазора, так и натяга [поля допусков отверстия и вала перекрываются

частично или полностью (рис. 2, б)]. В переходных посадках при наибольшем предельном размере вала и наименьшем предельном размере отверстия получается наибольший натяг, а при наибольшем предельном размере отверстия и наименьшем предельном размере вала – наиболь-
ший зазор (Smax = Dmax – dmin; Nmax = dmax – Dmin).
Рис. 2. Расположение полей допусков посадок: а) – с зазором; б) – с натягом; в) – переходных;
1 – поля допусков отверстий;
2 – поля допусков валов
Допуск посадки – разность между наибольшим и наименьшим допустимыми зазорами (допуск зазора «TS» в посадках с зазором) или наибольшим и наименьшим допустимыми натягами (допуск натяга «TN» в посадках с натягом):
TS = Smax – Smin; TN = Nmax – Nmin.
В переходных посадках допуск посадки определяется суммой наибольшего натяга и наибольшего зазора, взятых по абсолютной величине.
TN = Smax + Nmax
Для всех типов посадок допуск посадки численно равен сумме допусков отверстий и вала, т.е.
TS (TN) = TD + Td
10