

5. Содержание отчета
5.1. Наименование работы.
5.2. Цель работы.
5.3. Результаты опытов (по форме таблиц 3.1, 3.2, 3.3).
5.4. Построение точечной диаграммы и её анализ.
5.5. Расчет величин , σ.
5.6. Графическое построение опытной кривой
распределения и теоретической кривой нормального
распределения.
5.7. Выводы.
Лабораторная работа № 4
Разработка технологической схемы сборки и ее практическое применение
(время выполнения – 4 часа)
1. Цель работы
Ознакомиться с методикой разработки технологического процесса сборки и составлением схемы сборки для заданной сборочной единицы.
2. Оборудование и инструменты
1. Сборочная единица или сборочный чертеж;
2. Набор ключей гаечных, отвертки.
3. Общие методические указания
При составлении технологической схемы сборки какого-либо изделия (машины) все сборочные единицы и детали обозначаются небольшими прямоугольниками, разделенными на 3 части. В верхней части такого прямоугольника проставляется наименование детали или сборочной единицы, а в левой части - индекс (номер детали по спецификации сборочного чертежа), справа - количество монтируемых (собираемых) одновременно деталей [1, с. 140 - 143],
Технологическая схема сборки сборочной единицы строится в том же порядке, что и сборка самого изделия. Схема сборки составляется в следующем порядке: сначала в верхней части листа бумаги проводится горизонтальная линия (линия сборки); на левом конце сборки указывают базовую деталь или базовую сборочную единицу, с которой начинается сборка; на правом конце - собираемый объект (сборочную единицу, изделие). Сверху линии по ходу сборки располагаются все детали, непосредственно входящие в изделие за исключением базовой детали. Снизу линии располагаются вое сборочные единицы [1, с. 142]
После выполнения схемы сборки приступают к разработке технологического процесса сборки - последовательного соединения деталей в сборочные единицы, а сборочные единиц - в машины. Технологический процесс сборки подразделяется на две основные части:
- процесс сборки сборочных единиц, когда из деталей собираются сборочные единицы;
- процесс окончательной сборки, когда из сборочных единиц и отдельных деталей собирается готовое изделие (машина).
В технологическом процессе подробно указывается содержание операций, необходимость которых нельзя определить по схеме сборки (сверления, на резание резьбы, контроль, пригонка, смазка, регулировка и т.п.).
Примеры выполнения работы может служить составленная технологическая схема сборки, представленная на рис. 4.1 [1, с. 142], червячного редуктора, изображенного на рис. 4.2 [1, с. 141].
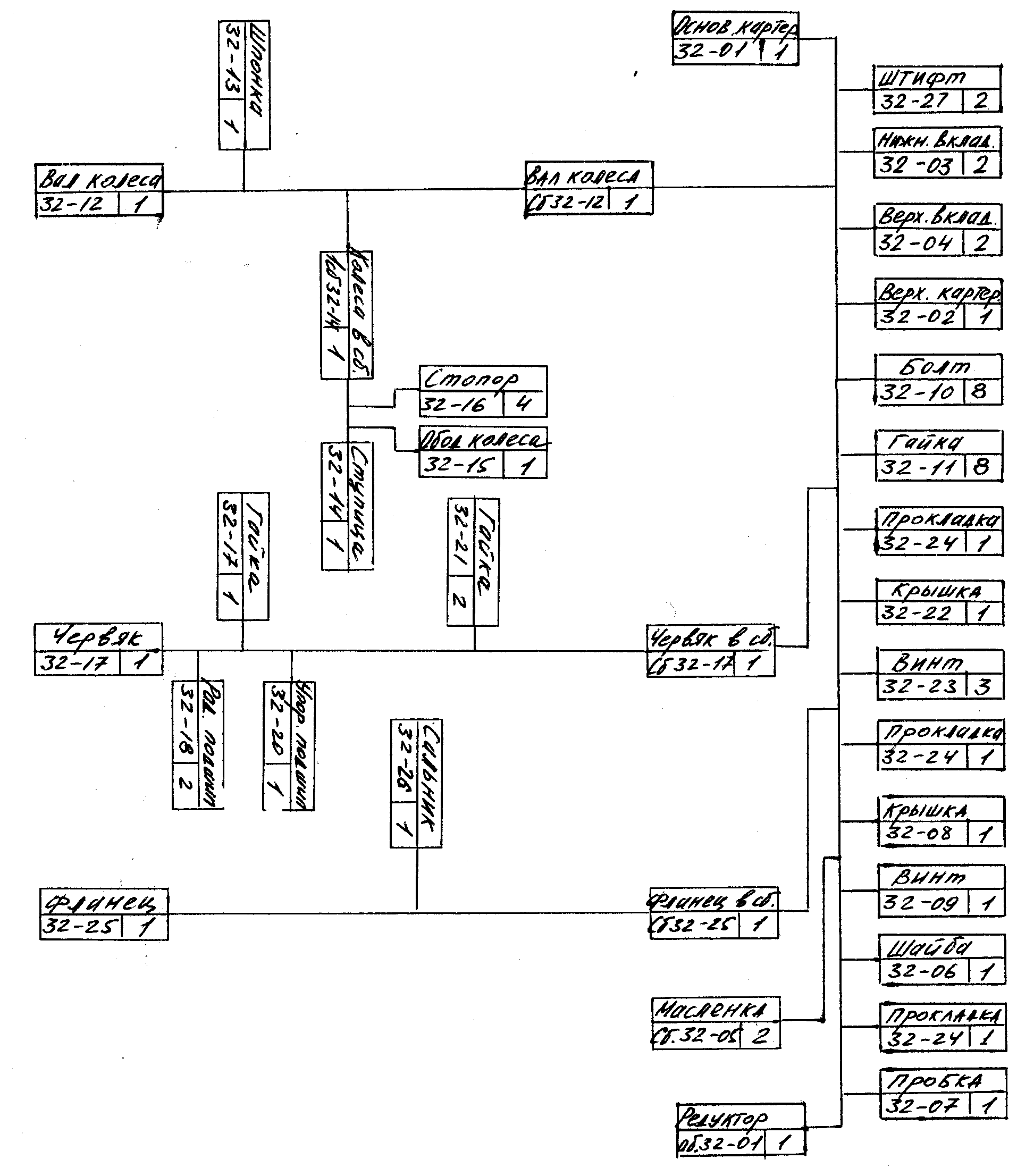
Рис. 4.1. Технологическая схема сборки червячного редуктора
Р ис.
4.2. Червячный редуктор
ис.
4.2. Червячный редуктор
3.1. Спецификация механизма
№№ п/п |
Обозначение |
Наименование |
Кол-во |
1 |
2 |
3 |
4 |
1 |
32 - 01 |
Основание картера |
1 |
2 |
32 - 02 |
Верхняя часть картера |
1 |
3 |
32 - 03 |
Нижний вкладыш |
2 |
4 |
32 - 04 |
Верхний вкладыш |
2 |
5 |
32 - 05 |
Масленка |
2 |
6 |
32 - 06 |
Шайба |
1 |
7 |
32 - 07 |
Пробка |
1 |
8 |
32 - 08 |
Крышка |
1 |
9 |
32 - 09 |
Винт |
4 |
10 |
32 - 10 |
Болт |
8 |
11 |
32 - 11 |
Гайка |
8 |
12 |
32 - 12 |
Вал колеса |
1 |
13 |
32 - 13 |
Шпонка |
1 |
Продолжение табл.
14 |
32 - 14 |
Ступица колеса |
1 |
15 |
32 - 15 |
Обод колеса |
1 |
16 |
32 - 16 |
Стопор |
4 |
17 |
32 - 17 |
Червяк |
1 |
18 |
32 - 18 |
Радиальный подшипник |
2 |
19 |
32 - 19 |
Гайка |
1 |
20 |
32 - 20 |
Упорный подшипник |
1 |
21 |
32 - 21 |
Гайка |
2 |
22 |
32 - 22 |
Крышка |
1 |
23 |
32 - 23 |
Винт |
3 |
24 |
32 - 24 |
Прокладка |
1 |
25 |
32 - 25 |
Фланец |
1 |
26 |
32 - 26 |
Сальник |
1 |
27 |
32 - 27 |
Штифт вкладыша |
2 |
3.2. Технологический процесс сборки червячного редуктора
А. Сборка колеса:
а) напрессовать обод колеса на ступицу;
б) засверлить и нарезать резьбу ход стопор;
в) ввернуть 4 стопора.
Б. Сборка вал-колеса:
а) напрессовать шпонку;
б) надеть колесо.
В. Сборка червяка:
а) напрессовать радиальный подшипник;
б) закрепить гайкой;
в) напрессовать упорный подшипник;
г) закрепить гайкой.
Г. Сборка фланца:
а) вставить сальник.
Д. Сборка червячного редуктора:
а) запрессовать штифт вкладыша;
б) вставить нижние вкладыши;
в) установить вал червячного колеса;
г) надеть верхние вкладыши;
д) надеть верхнюю часть картера;
е) вставить болты и закрепить гайками;
ж) вставить червяк, отрегулировать зацепление;
з) вставить прокладку;
и) надеть крышку;
к) ввернуть винты;
л) надеть прокладку и фланец;
м) ввернуть винты;
н) ввернуть масленки;
о) закрыть крышкой;
п) ввернуть винты;
р) проложить прокладку;
с) ввернуть пробку.