

3. Обработка на сверлильных и расточных станках
Большинство деталей машин и механизмов имеет круглые отверстия – неточные (крепежные) и точные (посадочные). Отверстия бывают сквозные и глухие, цилиндрические, конические и резьбовые. Особое место занимают глубокие отверстия, в которых длина в 10 раз и более превышает диаметр. Станки сверлильной группы предназначены для обработки всех типов круглых отверстий.
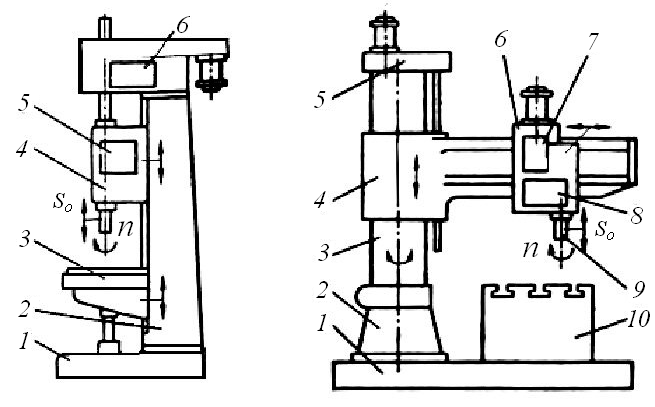
Вертикально-сверлильные станки. В вертикально-сверлильных станках (рис. 4.4, а) главное вращательное движение резания и поступательное движение подачи получает шпиндель с режущим инструментом. Для совмещения оси шпинделя с осью обрабатываемого отверстия необходимо вручную перемещать обрабатываемую деталь на столе станка. Вследствие этого вертикально-сверлильные станки успешно применяются только для обработки сравнительно легких и компактных деталей. Направляющий кронштейн 4 со шпиндельным узлом и стол 3 могут перемещаться по направляющим колонны 2 и закрепляться в нужном положении, в соответствии с размерами обрабатываемой детали.
Радиально-сверлильные станки (рис. 4.4, б). На этих станках обрабатывают отверстия, расположенные на значительном расстоянии друг от друга, в крупногабаритных и большой массы заготовках. Эти станки в отличие от вертикально-сверлильных обеспечивают без изменения положения заготовки совмещение оси режущего инструмента и обрабатываемых отверстий перемещением шпиндельной головки 6 по направляющим поворотной траверсы 4 в пределах рабочего пространства стола.
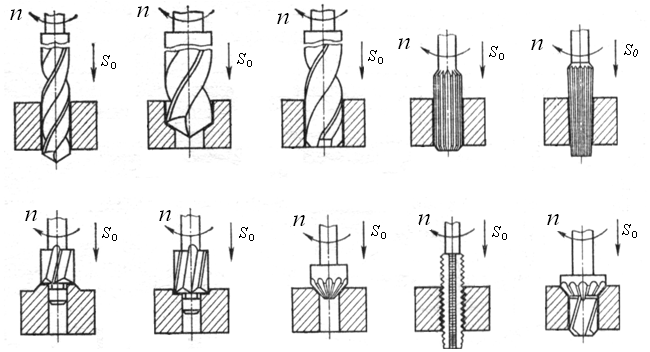
Работы, выполняемые на сверлильных и расточных станках. Для получения отверстий невысокой точности в сплошном материале применяют операцию сверления (рис.4.5, а, б). Для обработки отверстий диаметром до 50…80 мм используют спиральные сверла, а для изготовления отверстий больших размеров применяют пустотелые кольцевые сверла. Точные отверстия обрабатывают последовательно тремя инструментами: сверлом, зенкером (рис. 4.5, в) и разверткой (рис. 4.5, г). Обработка отверстий под головки винтов, шурупов и заклепок производится зенкерами или зенковками соответствующей конфигурации (рис. 4.5, з, к).
а)
б)
Рис.
4.4. Сверлильные станки: а
– вертикально-сверлильный:
1
– фундаментная плита; 2
– колонна; 3
– стол; 4
– кронштейн; 5
– коробка подач;
6
– коробка скоростей; б
– радиально-сверлильный: 1
– фундаментная плита;
2
– колонна; 3
–
гильза поворотная; 4
– траверса; 5
– привод траверсы;
6
– шпиндельная головка; 7
– коробка скоростей; 8
– коробка подач; 9
– шпиндель;
10
– стол
а)
б)
в)
г)
д)
к)
е)
ж)
з)
и)
Рис. 4.5. Виды обработки отверстий и применяемый инструмент:
а, б – сверление и рассверливание сверлом спиральным; в – зенкерование зенкером цельным; г – развёртывание отверстия цилиндрической развёрткой; д – развёртывание отверстия конической развёрткой; е, ж, з – зенкование торцевой и конической зенковкой; и – нарезание резьбы метчиком; к – зенкерование комбинированным инструментом
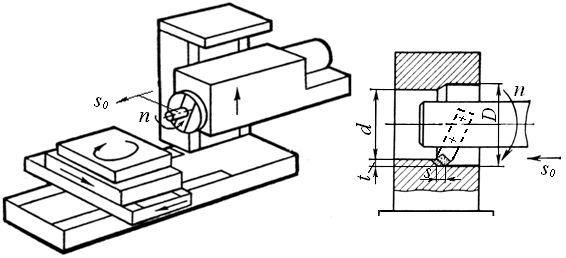
Торцы у отверстий обрабатываются зенковками (рис. 4.5, е, ж). Для обработки сквозных резьбовых отверстий применяют одиночные удлиненные метчики (рис. 4.5, и). Глухие резьбовые отверстия обрабатываются последовательно наборами из двух или трех метчиков. Операция растачивания отверстий производится только на расточных станках, сверлильные станки для этой работы не приспособлены. Наиболее универсальными из них являются горизонтально-расточные станки (рис. 4.6). Алмазно-расточные станки предназначены для получения отверстий высокой точности. Координатно-расточные станки служат для обработки точных и строго взаимосвязанных отверстий.
а)
б)
Рис. 4.6. Горизонтально-расточной станок (а) и схема растачивания (б)