

2. Электрическая дуга, ее свойства и характеристики.
Электрические процессы в дуге.
Электрическая дуга (рис. 2.1) представляет собой мощный установившийся электрический разряд между двумя электродами в ионизированной газовой среде. Электропроводность межэлектродного промежутка обусловлена наличием электрически заряженных частиц – электронов и ионов. Под действием напряжения источника электроны перемещаются к аноду, а положительно заряженные ионы – к катоду.
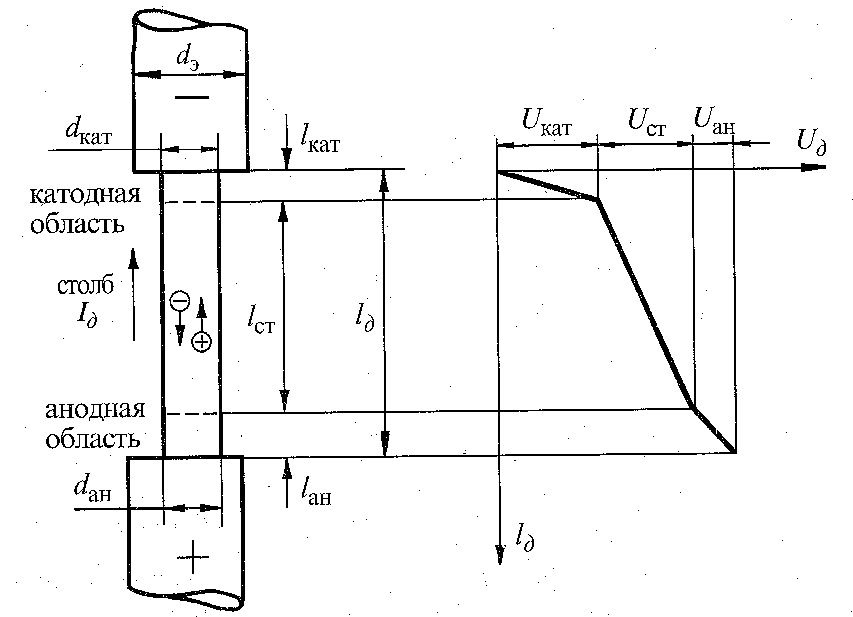
Рис. 2.1. Модель сварочной дуги и распределение потенциала по ее длине.
Электрическая дуга, используемая для сварки металлов, называется сварочной дугой. Дуга, горящая между электродом и изделием, является дугой прямого действия.
Электрические свойства дуги определяются процессами, протекающими в трех характерных зонах – катодной области, столбе и анодной области дуги.
Столб дуги. Заряженные частицы в столбе появляются из анодной и катодной областей, а также возникают в нем за счет термической ионизации нейтральных частиц. Сварочным током Iд считают ток проводимости, обусловленный упорядоченным движением свободных электронов и ионов. При этом электронная составляющая тока в сотни раз больше ионной. Длина столба сварочной дуги lст составляет 0,1…4 см, падение напряжения в столбе Uст достигает 40 В, а напряженность поля в нем:
Ест = Uст/ lст =10…40 В/см.
Катодная область. Катод эмитирует электроны как за счет нагрева его поверхности (термоэлектронная эмиссия), так и за счет создания у его поверхности электрического поля высокой напряженности (автоэлектронная эмиссия). Кроме того, электроны и ионы образуются в самой катодной зоне благодаря термической ионизации нейтрального газа. У поверхности катода создается объемный положительный заряд, вызванный высокой концентрацией положительно заряженных ионов. Протяженность катодной области очень мала и сопоставима с длиной свободного пробега нейтральных атомов и составляет lкат = 10-4…10-5 см. Поскольку катодное падение напряжения Uкат = 5…15 В реализуется на такой малой длине, то градиент потенциала достигает
Екат = Uкат/ lкат = 106 В/см.
Анодная область. У поверхности анода наблюдается объемный отрицательный заряд. Протяженность анодной области сопоставима с длиной свободного пробега электрона, т.е. lан = 10-3…10-4 см, поэтому при анодном падении напряжения Uан = 2…10 В градиент напряжения
Еан = Uан/ lан = 104 В/см,
т.е. ниже, чем в катодной области. Поскольку протяженность приэлектродных областей мала по сравнению с длиной столба, то длину дуги считают равной длине столба:
lд = lкат + lан + lст ≈ lст.
Распределение потенциала в дуге имеет вид, показанный на рис. 2.1. Напряжение дуги складывается из падения в трех ее основных областях:
Uд = Uкат + Uан + Uст.
Характерным для графика является то, что в приэлектродных областях наблюдаются резкие изменения потенциалов по сравнению с изменением потенциала в столбе дуги. Это объясняется различием физических процессов, протекающих в этих областях и в столбе дуги. Общее напряжение сварочной дуги находится в пределах 20…40 В.
Зависимость напряжения в сварочной дуге от ее длины описывается линейным уравнением вида:
Uд = a + b·lд,
где а = Uкат + Uан, b = Ест.
Статическая вольтамперная характеристика дуги.
Статическая вольтамперная характеристика (СВАХ) представляет собой зависимость напряжения дуги от ее тока Uд = f(Iд) (рис. 2.2).

Рис. 2.2. Статическая вольтамперная характеристика дуги.
Ее строят по экспериментальным данным при плавном изменении тока и сохранении неизменными физических условий горения дуги. В частности, должны оставаться постоянными диаметр электрода dэ, длина дуги lд, материал электрода, и состав газа. Дуга имеет криволинейную статическую характеристику и, следовательно, является нелинейным элементом электрической цепи. На СВАХ выделяют три участка: падающий (I), жесткий (II) и возрастающий (III). Наклон характеристики принято оценивать величиной дифференциального сопротивления Rд, которое представляет собой производную напряжения дуги по току в данной точке характеристики:
![]() .
.
На падающем участке Rд < 0, на жестком – Rд = 0, на возрастающем – Rд > 0. Такая сложная связь напряжения и тока дуги определяется в основном свойствами столба дуги.
Напряжение столба дуги зависит от его сопротивления и силы тока:
Uст = Iд· Rст.
Учитывая, что сопротивление столба дуги цилиндрической формы площадью сечения Sст и удельным сопротивлением ρст равно:
![]()
![]() ,
,
а плотность тока дуги:
![]() ,
,
получаем зависимость:
Uст = ρст·Jд·lд.
В маломощных дугах (участок I) с ростом тока Iд резко увеличивается площадь сечения столба Sст, что приводит к снижению плотности тока Jд и к уменьшению Uст и общего напряжения дуги Uд. Такая падающая характеристика наблюдается при сварке неплавящимся электродом и ручной сварке покрытым электродом.
При дальнейшем росте тока пропорционально увеличивается и площадь столба, плотность тока остается приблизительно постоянной, поэтому и напряжение дуги не меняется с ростом тока. Характеристика на участке II жесткая, она наблюдается при сварке покрытым электродом и сварке под флюсом.
Возрастающий участок III наблюдается при таком токе, когда дуга уже заняла весь торец стержневого электрода (dкат ≈ dэ), и дальнейшее увеличение площади Sст затруднено. Поэтому с ростом тока пропорционально увеличивается его плотность и напряжение на дуге. Возрастающая характеристика наблюдается при механизированной сварке под флюсом и при сварке в защитных газах тонкой электродной проволокой. Граница между I и II участками при различных способах и условиях дуговой сварки приходится приблизительно на 100 А. Поскольку положение границы между II и III участками существенно зависит от площади сечения столба и электрода, то ее правильней охарактеризовать плотностью тока в электроде. Граница примерно соответствует Jэ = 100 А/мм2.
Положение статической характеристики зависит от длины дуги lд и диаметра электрода (рис. 2.3). Изменение длины дуги отражается на величине падения напряжения в столбе и, следовательно, на общем напряжении дуги:
Uд = Uкат + Uан + Ест·lд.

Рис. 2.3. Влияние длины дуги и диаметра электрода на статическую ВАХ дуги.
При увеличении длины дуги ВАХ смещается вверх. Изменение диаметра электрода отражается на положении границы между жестким и возрастающим участками характеристики. Чем больше диаметр, тем при большем токе произойдет заполнение торца электрода катодным пятном и переход к возрастающему участку.
Динамическая вольтамперная характеристика дуги.
Условием построения статической ВАХ является плавное изменение тока и напряжения, при котором успевает устанавливаться энергетическое равновесие между дугой и источником. Рассмотрим, как зависит напряжение дуги от тока при быстром его изменении. Как и при построении СВАХ, остальные параметры системы остаются постоянными (длина дуги, диаметр и материал электрода, состав газовой среды и т.д.).
Пусть исходный режим отражается точкой А на статической характеристике дуги (см. рис. 2.4,а). Если исходный ток IдА, то напряжение дуги равно:
UдА = Uкат + Uан + IдА· RстА.

Рис. 2.4. Динамическая вольтамперная характеристика дуги.
При скачкообразном увеличении тока до значения IдВ катодное Uкат и анодное Uан напряжения практически не изменяются, также не успеет измениться и сопротивление столба Rст , поэтому напряжение дуги скачком достигнет в точке В значения
UдВ = Uкат + Uан + IдВ· RстА.
Следовательно, динамическая вольтамперная характеристика (ДВАХ) Uд =f(Iд) на участке АВ представляет собой отрезок прямой линии, проходящей через точку О с координатами (Iд = 0; Uд = Uкат + Uан) и имеющей угол наклона β, соответствующий постоянному значению RстА.
Затем система "источник – дуга" двинется к равновесному состоянию, которое будет достигнуто только на статической характеристике дуги, т.е. в точке С, где напряжение дуги снизится с UдB до UдС , а ток IдС останется равным IдB. Таким образом, на участке ВС динамическая вольтамперная характеристика представляет собой вертикаль. При этом сопротивление столба снизится до RстC за счет увеличении температуры и поперечного сечения столба дуги. Естественно, этот процесс растянут во времени, в чем и проявляется тепловая инерция дуги. В целом ДВАХ дуги представляет собой ломаную линию ABC (1).
На рис. 2.4,б показана осциллограмма ид =f(t) напряжения дуги, соответствующая ДВАХ (рис. 2.4,а). Исходный режим (до скачка тока) с неизменными параметрами (IдА = const; UдA = const) принято называть установившимся состоянием системы. После скачка тока от IдА до IдB начинается переходный процесс, на осциллограмме он проявляется в виде пикообразного импульса АВ напряжения от UдA до UдB с последующим быстрым спадом по экспоненте ВС от UдB до UдС. После этого дуга приходит в новое установившееся состояние (IдC = const, UдC = const). Длительность переходного процесса принято характеризовать значениями Тд и tпер. Постоянная времени дуги Тд представляет собой время, за которое закончился бы переходный процесс, если бы шел с постоянной максимальной скоростью (по касательной BD). Постоянная Тд характеризует тепловую инерционность столба дуги, для сварочных дуг она имеет порядок Тд = 10-4…10-5 сек. Полное время переходного процесса tпер примерно втрое больше (tпер ≈ 3Тд). На рис. 2.4,в показана также осциллограмма тока ABC в виде скачка, сформированного источником и вызвавшего описанный переходный процесс в дуге.
В реальных сварочных источниках получить такой резкий скачок тока невозможно. Поэтому реальные осциллограммы тока и напряжения имеют вид плавных кривых, показанных линиями 2. В этом случае ДВАХ имеет вид плавной кривой 2 (рис. 2.4,а). При различных скоростях нарастания тока можно получить семейство ДВАХ. Если же время нарастания тока на порядок больше постоянной времени дуги Тд, имеем переходный процесс, показанный линией 3. В этом случае тепловое равновесие в дуге успевает устанавливаться по мере роста тока источника, поэтому ДВАХ совпадает со статической характеристикой дуги.
Таким образом, положение ДВАХ в отличие от СВАХ зависит еще и от скорости изменения тока источника. Эту скорость необходимо учитывать при построении ДВАХ. Отдельно рассматривают ДВАХ дуги переменного тока, ДВАХ импульсной и пульсирующей дуги, ДВАХ при сварке с короткими замыканиями и т.д.
Начальное зажигание дуги.
Под начальным зажиганием дуги понимают процесс возбуждения дуги в начале сварки. От него нужно отличать повторное зажигание после случайных обрывов дуги, которое выполняется теми же способами, что и начальное, но происходит в более благоприятных условиях при уже разогретых электродах. Непосредственным критерием при оценке надежности начального зажигания принято считать процент успешных попыток или количество попыток до первой успешной.
Практическое применение при дуговой сварке нашли два способа начального зажигания:
– высоковольтным искровым разрядом,
– разрывом цепи короткого замыкания электрода на изделие.
Зажигание дуги высоковольтным разрядом иллюстрирует рис. 2.5. При этом последовательно с основным источником или параллельно с ним подключается вспомогательный высоковольтный источник малой мощности – осциллятор. По соображениям безопасности он выполняется импульсным или высокочастотным (частота f >100 кГц). Назначение высоковольтного источника – пробить искрой, т.е. ионизировать межэлектродный промежуток, по которому затем пойдет ток от основного источника.

Рис. 2.5. Схема процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании дуги высоковольтным разрядом.
Механизм высоковольтного пробоя газового промежутка можно представить следующим образом. Высоковольтный источник создает между электродами сильное электрическое поле напряжением в несколько тысяч вольт. При любой температуре в межэлектродном промежутке имеется небольшое количество свободных электронов. Такой электрон разгоняется полем и при столкновении с нейтральными частицами ионизирует их. При этом образуется лавина электронов, быстро несущихся к аноду, и облако положительных ионов, медленно движущихся к катоду. Другие свободные электроны, а также электроны, образованные фотоионизацией от возбужденных атомов, вызывают новые короткие лавины, вливающиеся в первую. В результате образуется плазменный канал – стример, состоящий из заряженных частиц. Головка стримера, состоящая из положительно заряженных ионов, постепенно прорастает в направлении к катоду, из которого в результате вырывается рой электронов. Рой многократно усиливает ионизацию в стримере и увеличивает его проводимость. Происходит пробой газового промежутка, между электродами образуется ионизированный плазменный мостик, по которому начинает протекать ток от основного источника, под действием которого происходит разогрев электродов и развитие термоэлектронной эмиссии с катода.
Условие надежного зажигания дуги высоковольтным разрядом:
Uви ≥ Uilд/λе,
где Uви – напряжение высоковольтного источника, Ui – потенциал ионизации газа, λе – длина свободного пробега электрона.
Отсюда следует, что для повышения надежности зажигания следует увеличивать напряжение высоковольтного источника Uви или снижать длину дуги lд. Напряженность поля, достаточная для пробоя воздуха между электродами при комнатной температуре и нормальном атмосферном давлении, составляет около 10 кВ/см. При распространенных длинах дуги 2…5 мм напряжение высоковольтного высокочастотного источника – осциллятора – должно составлять 2000…5000 В. Как видно, пробивное напряжение зависит от потенциала ионизации газа Ui и длины λе свободного пробега электрона в нем. Например, в аргоне пробивное напряжение почти вдвое ниже, чем в воздухе и других двухатомных газах.
На второй стадии зажигания необходимо обеспечить развитие самостоятельного дугового разряда с питанием от основного источника (см. рис. 2.5,б и в). Для этого напряжение источника Uи должно быть не ниже напряжения дуги Uд.
Uи ≥ Uд = Uкат +Uан + Ест·lд.
Напряжение Uд зависит от длины дуги. Напряжение холостого хода источника U0 в 2…4 раза выше среднего напряжения дуги Uд и составляет для источников общепромышленного применения 60…110 В. Считается, что самостоятельный дуговой разряд существует при мощности не менее 200…300 Вт на 1 см длины дуги, поэтому основной источник при различных условиях сварки должен обеспечивать ток 1д не менее 3…10 А.
Зажигание дуги разрывом цепи короткого замыкания поясняет рис. 2.6.

Рис. 2.6. Стадии процесса (а) и осциллограммы напряжения (б) и тока (в) при зажигании дуги разрывом цепи короткого замыкания.
При замыкании электрода на изделие сопротивление нагрузки составляет всего 0,01…0,2 Ом, поэтому ток короткого замыкания достигает сотен ампер. С начала короткого замыкания (точка 1) напряжение источника резко снижается до сравнительно низкой величины Uик = 2…5В. Ток короткого замыкания быстро возрастает до пикового значения Iкп, а затем несколько снижается до установившегося значения Iк. Разрыв цепи короткого замыкания (точка 2) происходит через tк = 0,01…1 сек. после начала процесса в результате отдергивания электрода или разрушения перемычек между электродом и изделием. Дело в том, что площадь таких перемычек сравнительно мала, поэтому плотность тока в них настолько велика, что наблюдается их мгновенное расплавление и даже испарение.
После разрыва цепи короткого замыкания с момента 2 наступает стадия развития дугового разряда. Напряжение источника быстро увеличивается до значения Uи min, а затем сравнительно плавно восстанавливается до установившегося значения Uи равного напряжению дуги (точка 3). Начальный пик ЭДС самоиндукции источника в момент 2 имеет малую продолжительность и практически не влияет на надежность зажигания. На стадии развития дугового разряда ток создается движением первичных носителей (электронов и ионов), возникших в результате разрыва цепи короткого замыкания. Источником первичных электронов может служить автоэлектронная эмиссия с катода. Установлено, что на ранней стадии разведения электродов при расстоянии между ними около 10-10 см даже относительно низкое напряжение источника обеспечивает напряженность электрического поля до 1012 В/см, достаточную для вырывания электронов из катода. Возможным источником первичных электронов является и термоэлектронная эмиссия с катода, поскольку при плавлении и испарении перемычки металл на поверхности электрода достигает температуры 2000…6000 ºС. Наконец, пар металла, образовавшийся между электродами при такой температуре, достаточно электропроводен благодаря частичной ионизации. При последующем увеличении числа носителей возникает самостоятельный дуговой разряд.
Оценим условия надежного зажигания. На первой стадии необходимо обеспечить энергичный разрыв цепи короткого замыкания. При недостаточной плотности тока в электроде (менее 20 А/мм) жидкие перемычки между электродом и изделием не взрываются, а, наоборот, застывают. "Примерзание" электрода можно предотвратить его резким отдергиванием или увеличением тока. Превышение тока короткого замыкания Iк над сварочным в 1,2…5 раз благоприятствует надежному зажиганию дуги.
На второй стадии важно, чтобы напряжение источника было достаточным для питания дуги (Uи ≥ Uд). Длину дуги Iд с этой же целью снижают. Действительно, при чрезмерном отдергивании возникшая дуга может оборваться. Кроме того, полезно в цепь источника вводить индуктивность. Запасенная в ней на стадии короткого замыкания энергия отдается дуге, стремясь поддержать ток на высоком уровне без провала.