

10.2.1.2 Припустимі деформації елементів складальних пристосувань
Складальні пристосування являють собою як би нормальні калібри для виробів, що складають у них. Але для калібрів точність виготовлення роблять на порядок вище, ніж виробу, які ними перевіряють, а зробити те ж саме для СП практично неможливо через складність форми й габаритів.
Виробничий досвід показує, що частка похибки СП у сумарній похибці виробів, що складають, залежно від прийнятих засобів ув'язування й методів базування становить 30...50%. З огляду на допуски на обводи сучасних ЛА залежно від їхнього призначення й функціонального призначення об'єкта зборки в межах δЛА = 1,0...1,5 мм, можна встановити сумарну погрішність СП, рівну

У розрахунках точності сумарну похибка СП представляють виразом:

де: δfk – похибка, що залежить від деформації каркаса пристосування;
δfр - похибка, що виникає від деформації рубильників;
δр - сумарна похибка виготовлення обводоутворюючих фіксаторів (рубильників, ложементів).
Причому δр залежить від похибки виготовлення обводоутворюючих фіксаторів δр виг, і похибки їхньої установки в СП δр уст. Обидві наведені похибки величини випадкові й незалежний один від одної і величина δр може бути визначена

Сучасне виробництво, як показано в роботах , забезпечує виготовлення робочих поверхонь рубильників (ложементів) з похибкою ±0,1 мм і не вище 0,2мм. Їхня установка в СП з використанням ИС виробляється з похибкою, що не перевищує 0,2-0,3мм.
Тоді величина δр буде в межах
а припустима погрішність від деформації елементів СП залишається не більше

Похибка від деформації визначається величиною зсуву в даному напрямку крапки конструкції під впливом деформації. Якщо fк - зсув, викликаний деформацією каркаса, fp - зсув, викликаний деформацією рубильників, то

Варто врахувати, що зсув у заданому напрямку, викликаний деформацією каркаса fк визначається зсувом від деформації поздовжньої балки f1, від деформації поперечної балки f2 і від деформації колон f3

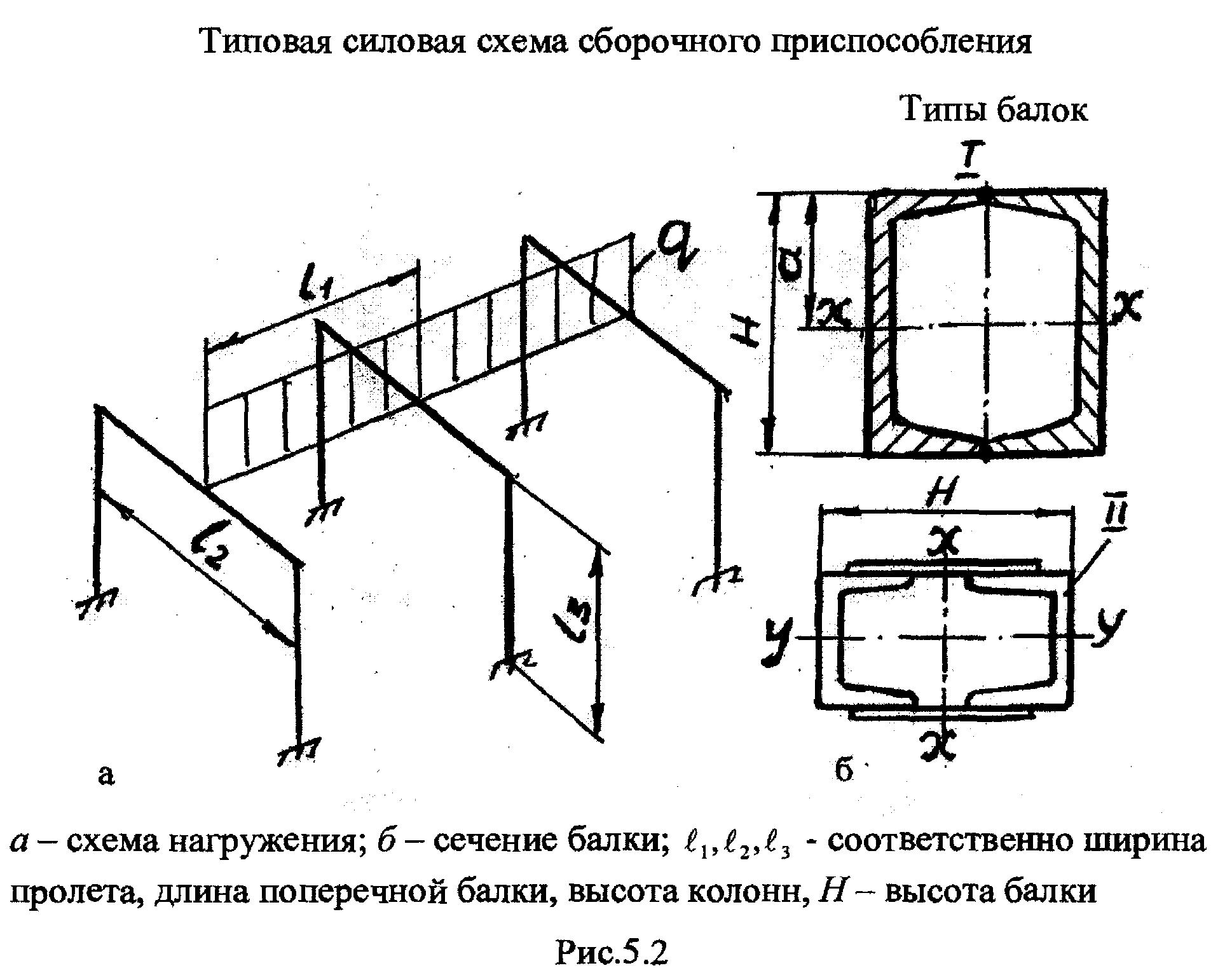
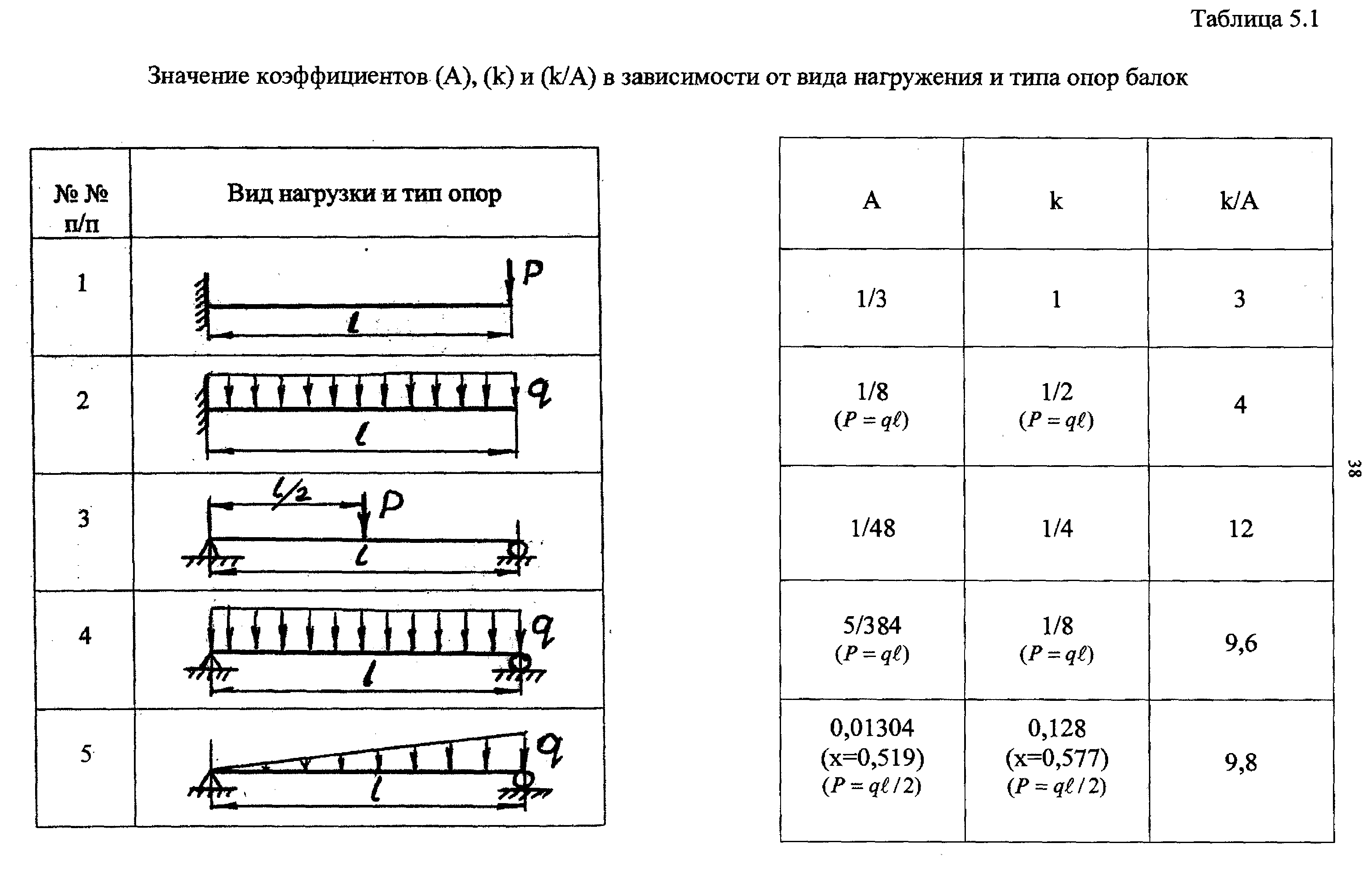
Якщо розглянути типову конструктивно-силову схему складального пристосування (мал. 5.2) і його навантаження в загальному випадку розподіленим навантаженням q при реальному співвідношенні розмірів СП, то можна визначити значення складових fк і припустимі деформації елементів конструкції.
У
більшості СП
розмірів l1,
l2,
l3
одного порядки й у першому
наближенні можна прийняти l1=l2=l3=l.
Навантаження
на один
проліт
поздовжньої
балки буде ql,
на поперечну балку також ql,
а на
колону -
![]() .
Прогини поздовжніх
й поперечних балок при прийнятому
співвідношенні розмірів й однакових
закладень кінців можна прийняти y1
≈ y2.
.
Прогини поздовжніх
й поперечних балок при прийнятому
співвідношенні розмірів й однакових
закладень кінців можна прийняти y1
≈ y2.
Деформація стиску колон буде значно менше деформацій вигину балок, які приймемо відповідно усж та уиз. Їх значення в межах пружної деформації можна записати.

де: Рсж = , Pиз=ql - відповідно, сили стискаючу колону СП і згинаючу поздовжню балку;
F - площа поперечного переріза колони;
J - момент інерції поперечного переріза балки;
Е - модуль пружності першого роду;
А - коефіцієнт, що залежить від виду навантаження й опор.
Співвідношення
розглянутих переміщень
![]() визначиться
з
урахуванням
(5.5):
визначиться
з
урахуванням
(5.5):
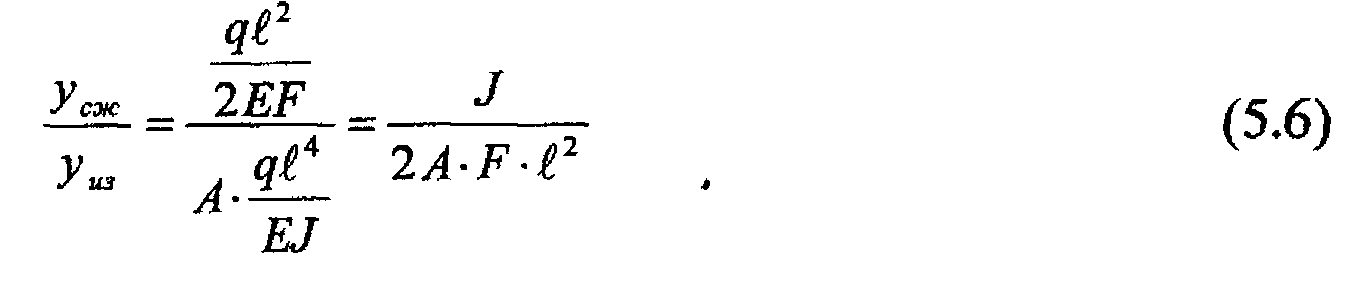
Для розглянутих завдань величина А (табл. 5.1) не може бути менше А = 5/384 та , думаючи перетини балки й колони однакових розмірів, виконаних зварюванням із двох швелерів (мал.5.2,б), можемо встановити граничну величину деформацій СП.
З (5.6) очевидно, що збільшується зі збільшенням J/F та зменшенням довжини балки. Як правило, швелери для виготовлення балок використаються з Н < 300 мм. Для такого профілю при Н = 300мм маємо
При l = 300 см, що є звичайно найменшою довжиною балки, одержуємо з (5.6)

Виходить, деформація стиску колони практично на порядок менше, ніж балки. З огляду на те, що напрямок деформацій збігається з напрямком зсувів ( по вертикалі ) , величини в й / будуть аналогічними. Тому f2 = f1 а f3 = 0.12f1.
Переміщення від деформації рубильників можна прийняти порівнянними з деформацією поздовжньої балки fр ≈ f1.
Тоді повний зсув, викликаний деформацією (5.3)
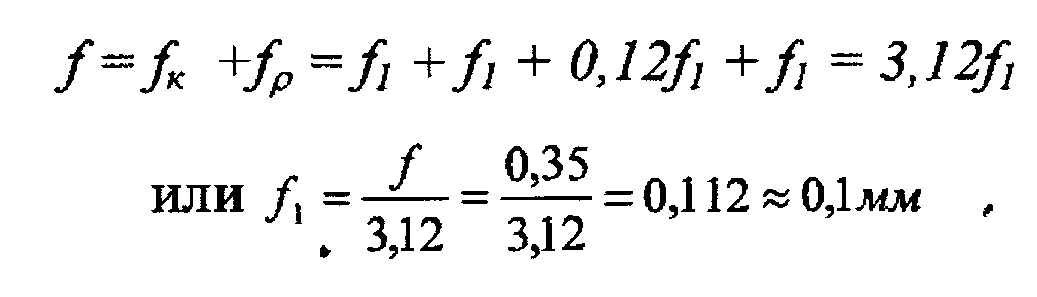
Таким чином, f1 = (yиз)тах = 0,1мм. І щоб забезпечити необхідну точність обводів ЛА, геометричні розміри (перетину, довжина) поздовжніх балок не повинні допускати під навантаженням прогин f = 0,1мм, що й приймається у всіх розрахунках складальних пристосувань на жосткість.
Обстеження крутильних деформацій балок показало, що кут закручування не перевищує 15 град. Переклад у лінійну деформацію дає переміщення порядку 0,01...0,02 мм при радіусі R=300 мм. Тому при навантаженні балок з невеликим ексцентриситетом, що відповідає їхнім дійсним умовам роботи, крутіння в розрахунку можна не враховувати.