

10.1.2.4 Термінологія технологічних отворів
Для встановлення єдиних понять, використовуваних у процесі проектування складальних пристосувань, і у зв'язку з відсутністю в галузі єдиної термінології на ряд елементів конструкції виробів, технологічні процеси й засоби оснащення зборки вузлів й агрегатів широкофюзеляжних літаків з'явилася необхідність узагальнити й визначити таку термінологію технологічних отворів, методів й елементів процесу зборки вузлів й агрегатів, складального оснащення.
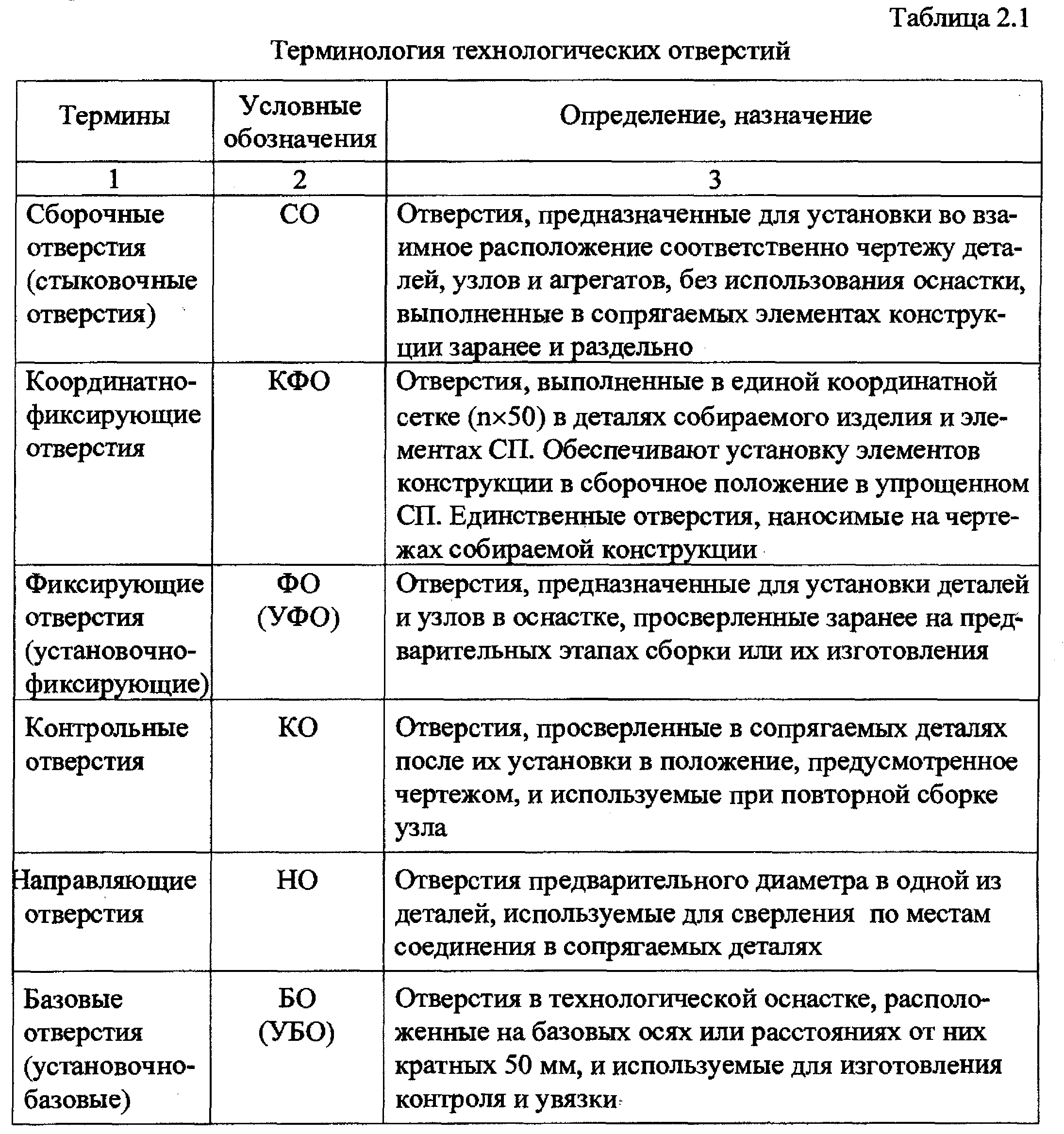
У загальному випадку всі технологічні отвори, застосовувані в процесі зборки для установки деталей, вузлів, секцій, як з використанням оснащення, так і шляхом безпосереднього сполучення отворів, є базовими отворами.
У процесі складання можуть мати місце випадки, коли отвору одного призначення виконують функції іншого, але ці явища тимчасового порядку й властиві якомусь одному етапу зборки й практично не міняють істоту, закладена у визначенні терміна. Як приклади можна привести наступні :
а) агрегати по конструктивно-експлуатаційних розніманнях фіксуються в стапелях по спеціальним (стапельним) плитах по стикувальних отворах (З) у профілях, тобто стикувальні отвори виконують роль ФО. Згодом агрегати стикуються між собою по З поза оснащенням;
б) після складання вузла в оснащенні й виконання ДО вузол розбирається для виробництва підготовчих операцій перед герметизацією, а потім збирається знову по ДО поза оснащенням, тобто ДО є на даному етапі складальними (стикувальними) отворами.
10.1.2.5 Термінологія методів та елементів процесу зборки вузлів й агрегатів
У використовуваної як навчальної, так і виробничій літературі, у тому числі й у стандартах підприємств, у даному питанні використаються різні підходи й не ідентичні визначення. Прийнята в навчальному посібнику і рекомендова для студентів і фахівців промисловості термінологія приводиться в таблиці 2.2.
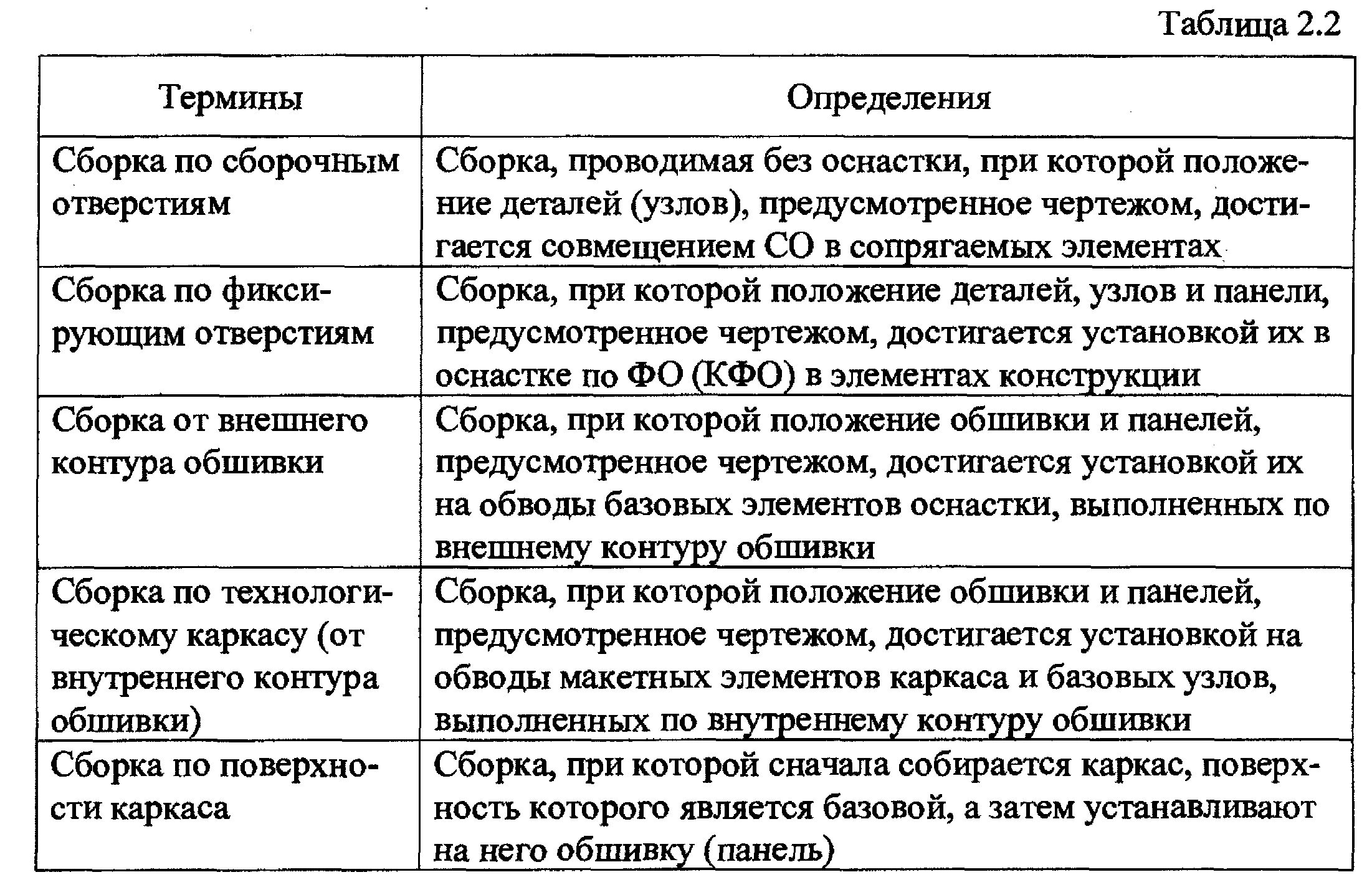
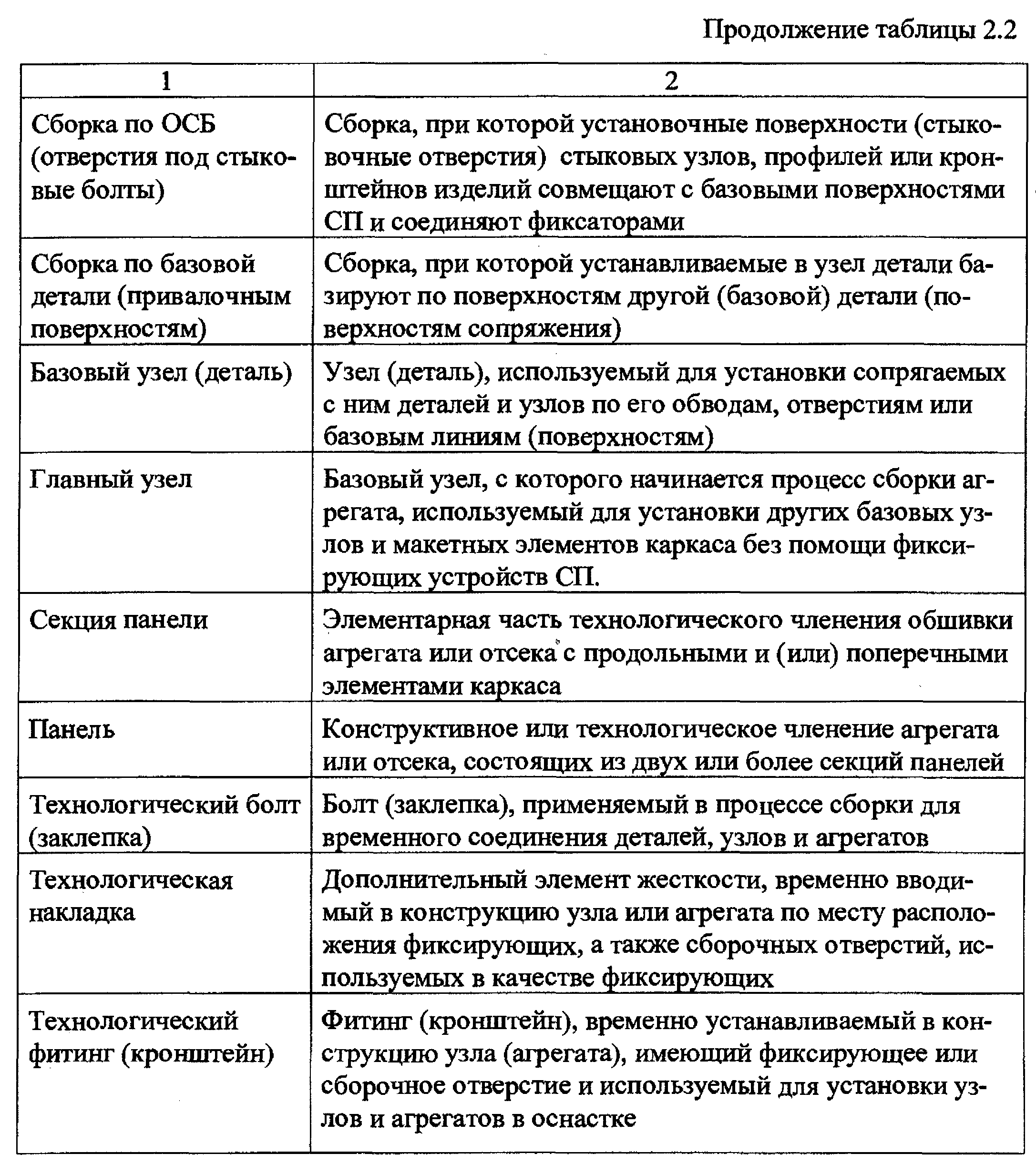
Вибір методів складання (базування) визначає структуру технологічного процесу й конструктивно-силову схему засобів оснащення. При цьому необхідно мати у виді, що від прийнятих визначень як виняток бувають і відхилення. Так, при складанні по СО може використатися й спрощене оснащення у зв'язку з недостатньою жорсткістю вузлів, що складаються.
10.1.2.6 Термінологія складального оснащення
Розглянуті в главі 1 питання структури, класифікації, аналізу конструктивно-силових схем СП базуються на прийнятій термінології, представленої в таблиці 2.3.
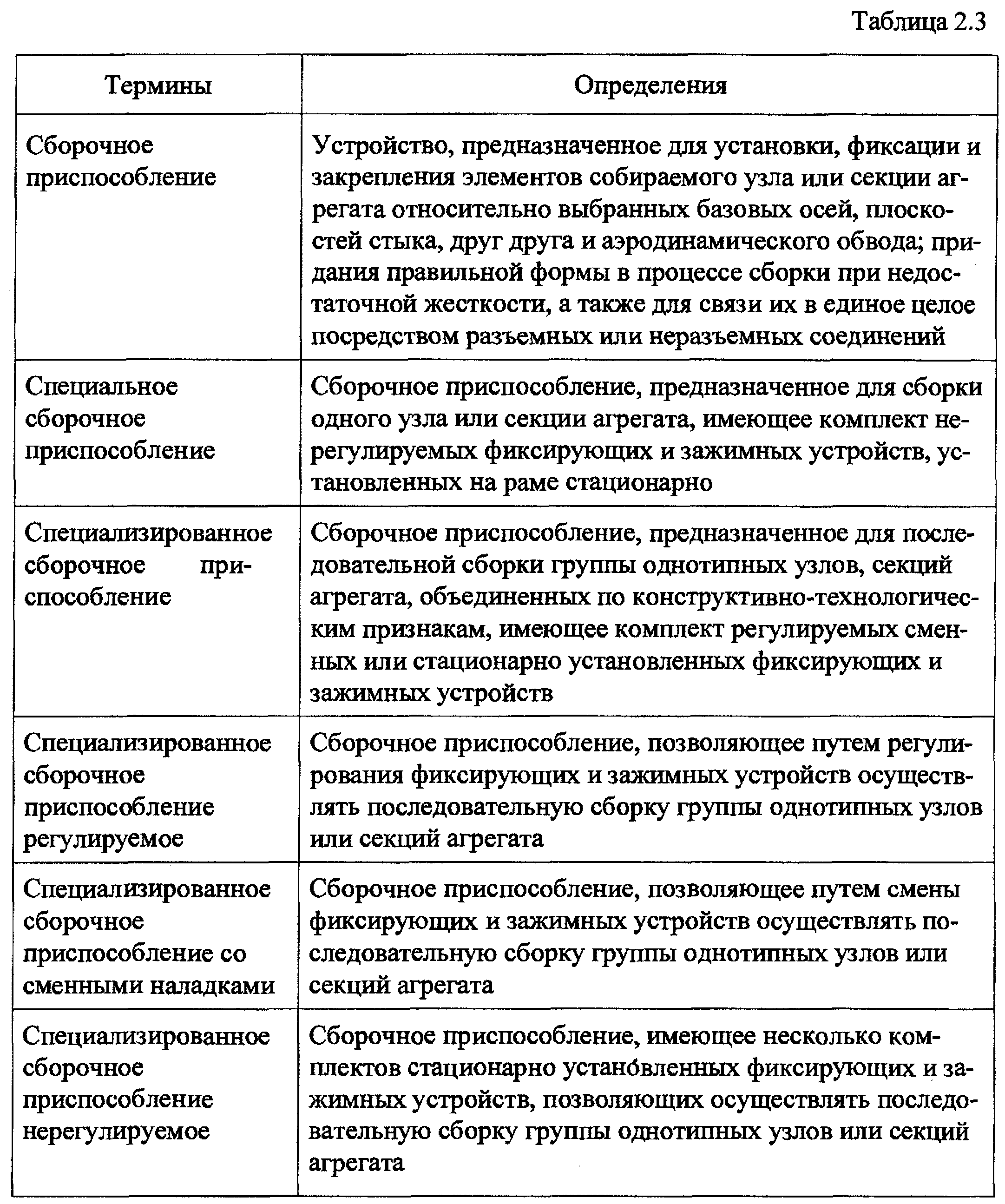
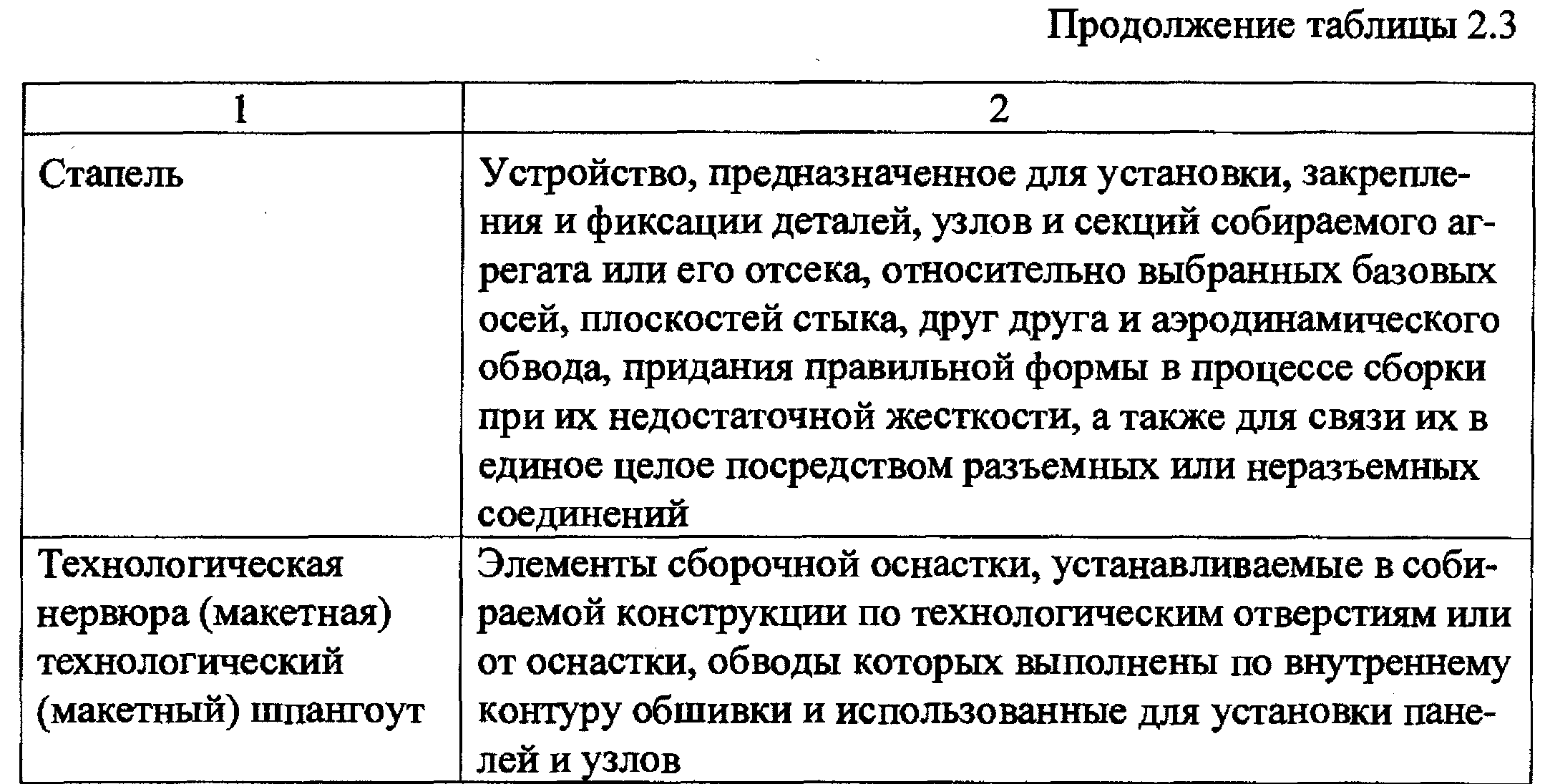
Наведена термінологія, безумовно, ураховує державні стандарти, видані більше десяти- п'ятнадцяти років тому, але вносить у них і доцільні корективи, необхідність яких з'явилася відповідно до розробленого в останні роки Остами, стандартами підприємств, РТМ і т.п.
10.1.3 Розробка технічних умов (технічного завдання) на проектування складального оснащення.
10.1.3. 1 Методи складання вузлів й агрегатів
У виробничих умовах для відкриття замовлення на проектування технологічного оснащення необхідні наступні документи :
- відомість підготовки виробництва;
- технічне завдання на проектування;
- бланки замовлення оснащення;
- відомість плазово-шаблонной оснащення (ВПШО).
Щоб приступитися до розробки технічних умов (технічного завдання), студент зобов'язаний визначити доцільні в даному конкретному випадку методи базування та складання. У курсових проектах за технологією складання і виконанні випускної кваліфікаційної роботи бакалавра ведеться проектування технологічного оснащення для складання вузлів, а в дипломних проектах - для складання агрегатів й їхніх відсіків. Методи, що рекомендують, для основних об'єктів зборки наведені в таблицях 3.1 й 3.2.
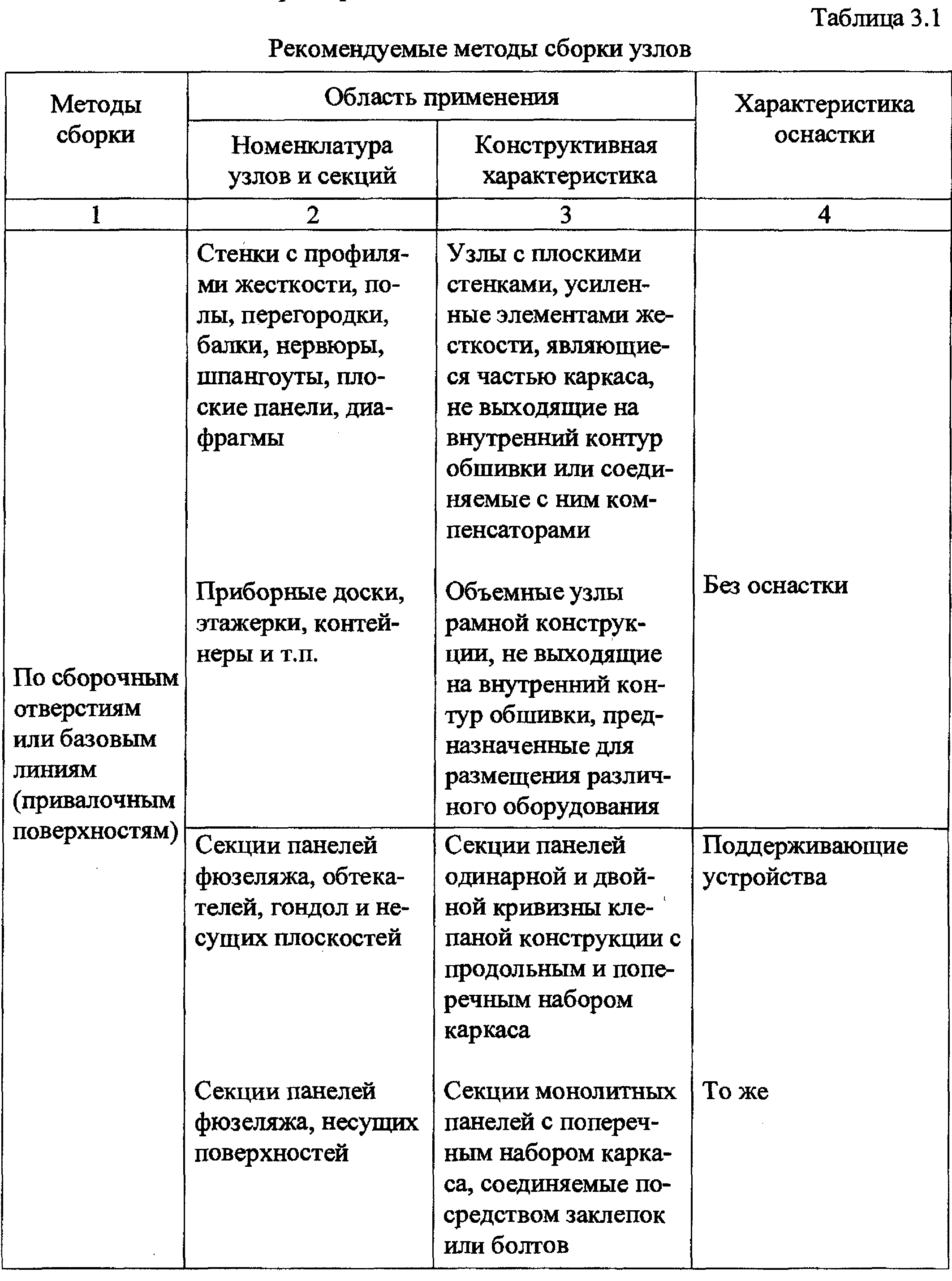
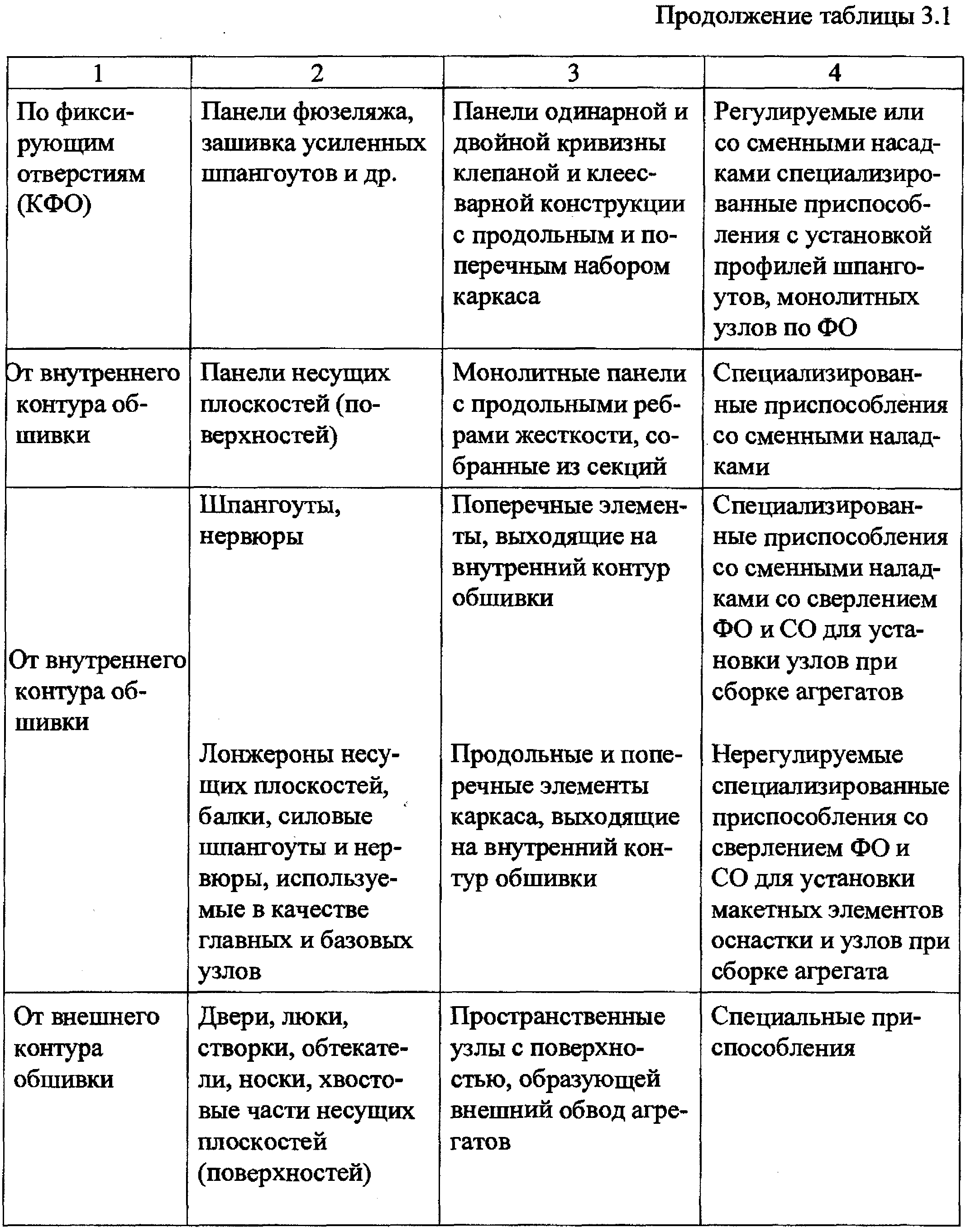
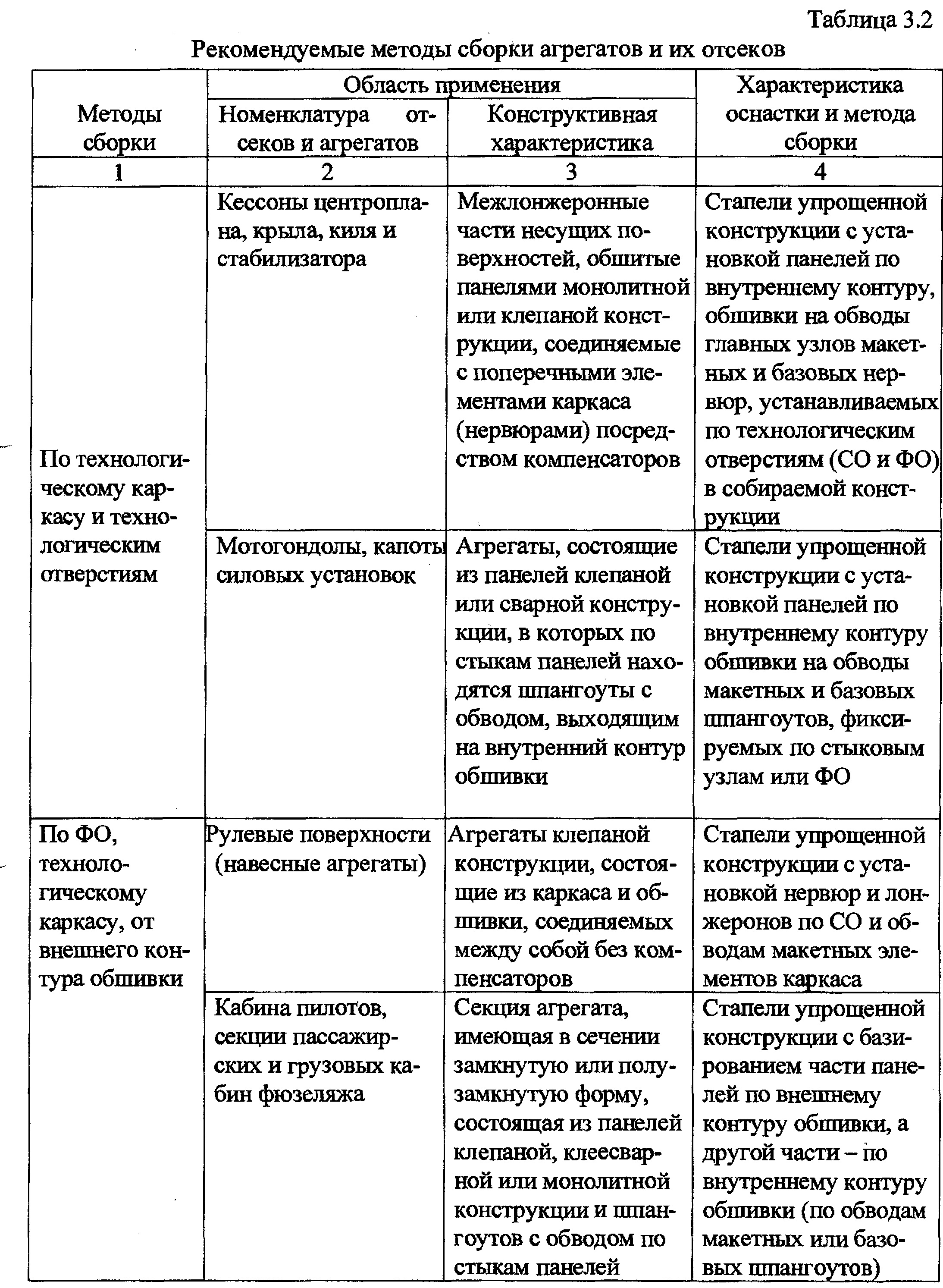

У таблиці наведені методи зборки складових частин агрегатів. Самі агрегати : центроплан, кінцева частина крила, стабілізатор і кіль, фюзеляж збирають, використовуючи сполучення вище наведених методів зборки, у стаціонарних стапелях спеціальних або спеціалізованих залежно від стадії освоєння виробів (ЛА) у виробництві.