

2.1. Электроконтактные датчики
Большое распространение в САК получили электроконтактные средства контроля.
Электроконтактные датчики преобразуют механическое перемещение измерительного штока в электрический сигнал управления, который далее используется сортировочными устройствами.
Различают предельные и амплитудные контактные датчики. Предельные датчики контролируют фактические размеры и позволяют отделить годные детали от бракованных, а также разделит годные на несколько групп. Амплитудные датчики контролируют разность между наибольшим и наименьшим размером детали. В соответствии с числом пар контактов, которые выполняют функцию преобразующего элемента, различают: одноконтактные, двухконтактные и многоконтактные преобразователи.
При работе двухконтактного (двухпредельного) преобразователя (рис. 8, а) в зависимости от высоты контролируемой детали 1 замыкается нижний контакт 2, если деталь меньше определенной высоты, или верхний контакт 3, если деталь больше другой определенной высоты. Если размер детали находится в пределах между указанными значениями, то ни один из контактов преобразователя не замкнут. Если электроконтактный преобразователь настроить таким образом, чтобы эти значения соответствовали нижнему и верхнему пределам поля допуска на контролируемый размер, то с помощью такого преобразователя контролируемые детали можно рассортировать на три группы: годные и две группы с размерами, выходящими за предельные значения поля допуска. При необходимости рассортировки деталей на большее число групп применяют многопредельные электроконтактные преобразователи. С помощью четырехконтактного (четырехпредельного) преобразователя (рис. 8, б) детали можно рассортировать на пять групп.
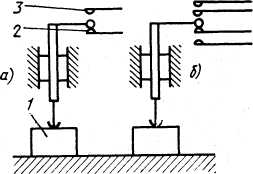
Рис. 8. Схема электроконтактных преобразователей
При разработке схемы включения электроконтактного преобразователя необходимо обратить внимание на то, чтобы, во-первых, включение и выключение электроконтактов преобразователя происходило при отсутствии электрического напряжения них и, во-вторых, чтобы при работе через эти преобразователи проходил возможно меньший электрический ток. С этой целью в автоматах предусматривают циклы, в которых последовательно осуществляются следующие операции: установка контролируемой детали на измерительную позицию под измерительный наконечник преобразователя, включение электрической схемы преобразователя, передача в запоминающее устройство' результата контроля, выключение электрической цепи преобразователя и, наконец, съем контролируемой детали с измерительной позиции.
Для повышения точности рассортировки изделий электроконтактные преобразователи выпускают рычажного типа, в которых движение измерительного наконечника воздействует на короткое плечо рычага, а длинное плечо этого же рычага перемещает подвижный контакт и обеспечивает замыкание и размыкание электрической цепи. С помощью новых отлаженных электроконтактных преобразователей можно получить погрешность рассортировки деталей менее 0,5 мкм. Однако при обычных условиях эксплуатации с помощью рассматриваемых преобразователей погрешность рассортировки не превосходит 1—2 мкм.
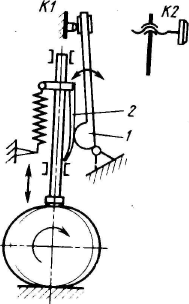
Рис. 9. Амплитудный электроконтактный датчик
Амплитудный электроконтактный датчик (рис. 9) служит главным образом для контроля овальности цилиндрических деталей. Основной элемент амплитудного датчика — плавающий контакт, выполненный в данной конструкции в виде рычага. При повороте детали наконечник фиксирует наименьший диаметр, шток опускается, и фрикционная пружина 2 поворачивает плавающий рычаг 7 до упора в контакт К1. При дальнейшем спускании штока выступ рычага проскальзывает по пружине. Когда диаметр детали начнет увеличиваться, шток будет подниматься, и фрикционная пружина заставит плавающий рычаг поворачиваться вправо на величину, соответствующую разности максимального и минимального диаметров. Если эта разность больше допустимой, рычаг упирается в контакт К2, и по дается сигнал на отбраковку детали.
Многоконтактные датчики применяются для многодиапазонной сортировки деталей. При их создании приходится решать задачу размещения в ограниченном объеме датчика нескольких десятков пар контактов. Существуют разные варианты конструктивного решения этой задачи.