

1.Стандартные показатели шераховатости поверх.
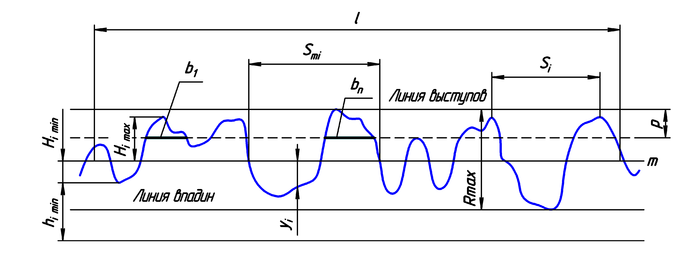
Ra — среднее арифметическое отклонение профиля;
Rz — высота неровностей профиля по десяти точкам;
Rmax — наибольшая высота профиля;
Sm — средний шаг неровностей;
S — средний шаг местных выступов профиля;
tp — относительная опорная длина профиля, где p — значения уровня сечений профиля из ряда 10; 15; 20; 30; 40; 50;60;70;80;90% .tp=1li=1nbiRa, Rz и Rmax определяются на базовой длине l которая может принимать значения из ряда 0,01; 0,03; ,08; 0,25; 0,80; 2,5; 8; 25мм.
Параметр Ra является предпочтительным.
2.Характеристики и обозначения посадок трапецеидальных и упорных резьб.
Трапецеидальная резьба имеет профиль с углом 30°. Шаг резьбы измеряется в миллиметрах.Трапецеидальная резьба применяется в узлах механизмов для преобразования вращательного движения в поступательное, например: ходовые винты станковТрапецеидальная резьба обозначается буквами Тr:Тr 28 × 5 – диаметр 28 шаг 5,Тr 28 × 5 LH – диаметр 28 шаг 5 резьба левая. Упорная резьба-Профиль резьбы представляет собой трапецию, одна сторона которой является рабочей стороной профиля, и ее положение определяется углом наклона 3° к прямой, перпендикулярной оси и обеспечивает повышение Другая сторона трапеции (нерабочая сторона профиля) имеет угол наклона 30°. 3
. 3.Международные организации по стандартизаци.
Международная организация по стандартизации ИСО (ISO) 1926 Главная цель ИСО - содействие стандартизации в мировом масштабе для облегчения международного товарообмена и взаимопомощи
Международная электротехническая комиссия МЭК (IEC) 1962.содействие международному сотрудничеству по вопросам стандартизации в области электротехники, радиоэлектротехники и связи. Международный союз
комплексной инфраструктуры электросвязи. Эта инфраструктура призвана обеспечить полную совместимость любого оборудования и услуг, предлагаемых потребителям.
Совет экономической взаимопомощи СЭВ.1962-1991,обр.в СССР.
4.Понятие накопленной погрешности шага зубчатого колеса.
Наибольшая алгебраическая разность значений погрешностей шагов при повороте на определённый угол или поступательном перемещении на определённую длину.
![]()
Билет № 6
1)Виды размеров,предельные отклонения.Понятие о допусках и посадках.
Номинальным размером называется основной размер, показанный на чертеже. Действительный размер -это размер готовой детали, определенный в результате непосредственного измерения.
Предельное отклонение -алгебраическая разность между предельным и соответствующим номинальным размерами. Различают верхнее и нижнее предельные отклонения. Допуск -разность между наибольшим и наименьшим предельными значениями параметров, задаётся на геометрические размеры деталей.Назначается исходя из технологической точности или требований к изделию . Любое значение параметра, оказывающееся в заданном интервале, является допустимым. Посадка с (гарантированным) зазором -соединение с гарантированным зазором, то есть наименьший допустимый размер отверстия больше наибольшего предельного размера вала или равен ему. Обозначаются от а до h (от А до H). Переходная посадка - соединение с возможным зазором или натягом в зависимости от действительных размеров вала и отверстия. Обозначаются от j до n (от J до N).Посадка с (гарантированным) натягом -соединение с гарантированным натягом, то есть наибольший допустимый размер отверстия меньше наименьшего допустимого размера вала или равен ему. Обозначаются от p до z (от P до Z).
2Комплексный контроль резьб.
Комплексный контроль резьб выполняют либо с помощью предельных калибров, либо с помощью проекторов и шаблонов с предельными контурами.
3.Средства измерения углов и их метрологические показатели.
Для контроля углов методом непосредственной оценки в машиностроении широко применяют угломеры с нониусом. Эти угломеры выпускают двух типов: УН – для измерения наружных и внутренних углов и УМ – для измерения только наружных углов.Показатели:градуси,минуты.