

Задачі і вправи для самостійної роботи студентів
1. Як необхідно називати одиниці літр і тона за логікою утворення назв одиниць метричної системи одиниць СІ?
2. Маятник настінного годинника при температурі tо має довжину lо і годинник іде точно. Як зміниться хід годинника, якщо температура понизиться? Підвищиться? Визначте вид похибки.
3. При вимірюванні струму амперметром виникає похибка, пов’язана з тим, що сам амперметр має "ненульовий" опір. Розрахувати похибки вимірювання струму, якщо у колі із джерелом струму ε=12 В, r=0,5 Ом, включене навантаження 35 Ом, а опір амперметра складає 1 Ом.
4. Похибка вимірювань однієї і тієї ж величини, виражена в долях цієї величини, для одного приладу складає 1·10-3, для іншої – 2·10-3. Який з приладів точніший?
5. Вимірювальний прилад характеризується межею вимірювань і числом поділок на шкалі, але його клас точності невідомий. Як визначити похибку вимірювань?
6. Основна приведена похибка амперметра, розрахованого на струм 10А, складає 2,5 %. Визначити можливу абсолютну похибку вимірювання для стуму 1А.
7. Якого класу точності потрібно взяти вимірювальний прилад, щоб в середині шкали відносна похибка вимірювань не перевищувала 1%?
8. У двох різних режимах роботи вольтметр показав 128В і 120В при дійсній напрузі в мережі 127В. Визначте абсолютні і відносні похибки вимірювань напруги в цих режимах.
9. Амперметр класу точності 0,5 має 100 поділок на шкалі і розрахований на 1А. Визначити силу струму, абсолютну і відносну похибки його вимірювання, якщо стрілка показала 75 поділок.
10. Шкільною лінійкою завдовжки 40 см виміряли довжину стержня і отримали 34см. Визначити абсолютну та відносну похибки результату вимірювання.
Контрольні запитання
Основні одиниці вимірювання фізичних величин системи СІ.
Порядок утворення похідних одиниць.
Кратні та дольні одиниці системи СІ.
Дійсне та істинне значення фізичної величини.
Похибка, абсолютна та відносна похибки.
Які бувають похибки за джерелом виникнення?
Клас точності приладу, приведена похибка.
ЛАБОРАТОРНА РОБОТА № 2
Контроль лінійних розмірів за допомогою штангенінструментів
Мета: одержати основні теоретичні відомості про контроль лінійних і кутових розмірів універсальними вимірювальними інструментами; вивчити види штангенінструменту, будову штангенциркулів.
Обладнання та матеріали: штангенциркуль; кінцеві міри.
Теоретичні відомості
Штангенінструменти належать до багатомірних шкальних вимірювальних засобів. Основною особливістю штангенінструментів є наявність у них двох шкал – основної і додаткової.
Основна шкала нанесена на лінійці або штанзі і є позначковою мірою з довжиною поділок 1 мм. По ній визначають абсолютне значення вимірюваної величини.
Додаткова шкала, яка називається ноніусом, слугує для ділення поділок основної шкали на частки і дає змогу відлічувати ці частки, тим самим сприяє підвищенню точності відліку по ній.
Штангенінструменти застосовують для вимірювання лінійних розмірів, які не вимагають високої точності, а також здійснюють розмічання деталей при слюсарних роботах.
Допоміжна шкала-ноніус закріплена на рамці і може переміщуватися по основній лінійці-штанзі.
Розрахунок шкали ноніуса. Шкала ноніуса поділяє ціле число міліметрів основної шкали на визначене число частин. На рис. 2.1 представлена шкала ноніуса з ціною поділки 0,1 мм. Довжина ноніуса в цьому випадку дорівнює 19 мм і розділена на 10 частин. Одна поділка (довжина поділки) ноніуса дорівнює 19:10=1,9 мм, що на 0,1 мм менше цілого числа міліметрів.
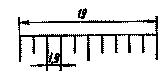
Рис. 2.1. Шкала ноніуса з ціною поділки 0,1 мм
На рис. 2.2 представлена шкала ноніуса з ціною поділки 0,05 мм. Довжина ноніуса 39 мм розділена на 20 частин. Довжина поділки складає 39:20=1,95 мм, що на 0,05 мм менше цілого числа міліметрів.

Рис. 2.2. Шкала ноніуса з ціною поділки 0,05 мм
Промисловість випускає три основних типи штангенінструментів: штангенциркулі, штангенглибиноміри і штангенрейсмуси (штангенвисотоміри), а також штангензубоміри як інструмент спеціального призначення.
Найбільш поширеним типом штангенінструментів у машинобудуванні і у ремонтному виробництві є штангенциркулі.
Штангенциркулі виготовляються за ГОСТ 166-80, який передбачає виготовлення штангенциркулів таких типів: ШЦ-І – двосторонні з глибиноміром (рис. 2.3); ШЦТ-І – односторонні з глибиноміром (рис. 2.4); ШЦ-ІІ – двосторонні (рис. 2.5); ШЦ-ІІІ – односторонні (рис. 2.6). Межі вимірювання штангенциркулів ШЦ-І – 0...125 мм з відліком по ноніусу 0,1 мм; ШЦ-ІІ, ШЦ-Ш – 0...250 мм з відліком 0,05 і 0,1 мм; ШЦ-ІІІ – 0...2000 мм з відліком 0,1 мм.

Рис. 2.3. Штангенциркуль ШЦ-І. 1 – губки для внутрішніх вимірів; 2 – рамка; 3 – фіксатор рамки; 4 – штанга; 5 – лінійка глибиноміра; 6 – шкала штанги; 7 – ноніус; 8 – губки для зовнішніх вимірів.

Рис. 2.4. Штангенциркуль ШЦТ-І. 1 – штанга; 2 – рамка; 3 – затискний гвинт; 4 – ноніус; 5 – робоча поверхня штанги; 6 – лінійка глибиноміра.

Рис. 2.5. Штангенциркуль ШЦ-II. 1 – нерухомі вимірювальні губки; 2 – рухомі вимірювальні губки; 3 – рамка; 4 – затиск рамки; 5 – рамка мікрометричної подачі; 6 – затиск рамки мікрометричної подачі; 7 – штанга; 8 – гайка і гвинт мікрометричної подачі рамки; 9 – ноніус.

Рис. 2.6. Штангенциркуль ШЦ-III. 1 – рамка; 2 – фіксатор рамки; 3 – рамка мікрометричної подачі; 4 – фіксатор рамки мікрометричної подачі; 5 – штанга; 6 – гайка і гвинт мікрометричної подачі; 7 – ноніус; 8 – губка рамки; 9 – губка штанги.
На штанзі нанесені позначки з довжиною поділок 1 мм, які утворюють основну шкалу, а на рухомій рамці закріплений ноніус. Мікрометричний пристрій призначений для плавного переміщення рамки по штанзі.
Зовнішні розміри можна вимірювати як верхніми, так і нижніми губками. Для вимірювання внутрішніх розмірів призначені тільки верхні губки (ШЦ-І) і тільки нижні губки (ШЦ-ІІ і ШЦ-ІІІ), а для розмічувальних робіт – тільки верхні губки.
При вимірюванні зовнішніх розмірів деталь охоплюється внутрішніми поверхнями губок, а при вимірюванні внутрішніх розмірів, в них вводять зовнішні поверхні губок. При зсунутих губках їх спільна ширина становить 10 мм. У зв’язку з цим при внутрішніх вимірюваннях до розміру, відліченого за шкалами, потрібно додати сумарний розмір ширини губок (крім ШЦ-І).
Для запобігання перекошення рамки, між робочою поверхнею штанги і внутрішньою поверхнею паза рамки встановлена пластинчаста пружина, яка притискує рамку до нижньої грані штанги.
Приклади відліку по ноніусу штангенциркуля з відліком 0,1 мм наведені на рис. 2.7. Якщо нульові позначки основної шкали (лінійки) і шкали ноніуса збігаються, то вимірювальні поверхні губок щільно прилягають одна до одної і вимірювальний розмір дорівнює нулю (рис. 2.7,а).
Якщо нульова позначка ноніуса збігається з будь-якою позначкою основної шкали, то ця позначка вказує на основній шкалі розмір в цілих міліметрах. Наприклад, на рис. 2.7,б нульова позначка шкали ноніуса збігається з 4-ю позначкою основної шкали, відповідно відлік по шкалах становить 4 мм.
Якщо ж нульова позначка ноніуса не збігається з жодною позначкою основної шкали, то найближча позначка зліва від нульової позначки шкали ноніуса на основній шкалі показує ціле число міліметрів, а частки міліметра відлічуються по ноніусу. Необхідно відшукати, яка по порядку позначка шкали ноніуса збігається з однією з позначок основної шкали, стільки часток міліметра потрібно додати до цілого числа міліметрів.
Наприклад,
на рис. 2.7,в
нульова
позначка ноніуса знаходиться між 4-ю і
5-ю позначками основної шкали, а з
позначкою основної шкали збігається
6-а позначка шкали ноніуса, відповідно
відлік по шкалах дорівнює:
![]() .
.


а) б) в)
Рис. 2.7. Приклади відліку по ноніусу
При відліку по шкалах штангенінструментів слід притримуватися наступного порядку:
визначити число цілих міліметрів, розташованих між нульовими позначками основної шкали і шкали ноніуса;
визначити частку міліметра (помножити порядковий номер позначки ноніуса, яка збігається з будь-якою позначкою основної шкали, на величину відліку по ноніусу);
додати одержану частину міліметра до числа цілих міліметрів.
Пам’ятайте! Крайня ліва позначка шкали ноніуса – це нульова позначка, наступна за нею – перша, потім – друга, третя і т.д.