

Конструктивы и производственные особенности получения непаяных соединений (накрутка, контактолы, анизотропные ленты, press-fit-технология).
Монтаж электронных устройств (ЭУ) представляет собой технологический процесс (ТП), направленный на получение электрических соединений между конструктивами ЭУ. В зависимости от уровней монтируемых модулей различают внутриузловой (или просто узловой) монтаж и межузловой.
Монтаж ЭВС с применением токопроводящих клеев – контактолов.
Электропроводящие полимерные клеевые материалы (ЭПКМ) находят все большее применение в производстве ЭВС, особенно при узловой сборке и монтаже миниатюрных электронных устройств, а также при сборке и монтаже термочувствительных полупроводниковых приборов, при получении электрических соединений в труднодоступных для сварки и пайки местах, при ремонте изделий в полевых условиях в случаях, когда недопустима деформация соединяемых деталей. Перспективность использования ЭПКМ связана с тем, что они обеспечивают: низкотемпературный режим формирования электрических контактов (ЭК), так как температура отверждения ЭПКМ может быть выбрана в пределах 20С-100С с учетом свойств контактируемых материалов и сопряженных с ними диэлектрических материалов плат и различных защитных покрытий;
возможность контактирования в труднодоступных местах изделия;
отсутствие процесса растворения контактируемых металлов припоем (эффекта выщелачивания);
отсутствие влияния на структуру и свойства контактируемых материалов;
возможность организации групповой автоматизированной технологии сборки и монтажа;
уменьшение объема сборочных и монтажных операций и упрощение технологического оборудования, в том числе часто за счет совмещения сборочных и монтажных операций;
Сборочно-монтажная технология с применением контактолов включает следующие этапы:
подготовку (химическую обработку с целью очистки) соединяемых деталей. Это важнейший этап, так как малейшие загрязнения резко снижают адгезию клея и ухудшают механическую прочность формируемого соединения;
нанесение контактола. Для этого используется один из следующих способов: нанесение шприцем, трафаретной либо переносной печатью, пневмодозатором, переносом капли;
позиционирование навесных компонентов с помощью специальных приспособлений и фиксацию компонентов (при необходимости) после их установки на клеевых точках;
Типы
1 группа – наполненные полимеры, электрическая проводимость которых обусловлена совокупностью проводящих цепочек, образуемых введением в полимер электропроводящих компонентов в виде мелкодисперсных частиц металла (например: Ag, Au, Ni, Mo, W и др.).
2 группа ЭПКМ – это полимеры, электрическая проводимость которых обусловлена непосредственно их структурой, образуемой в процессе формирования (структурирования) самого полимера.
Получение соединений накруткой.
Монтаж накруткой, предназначенный для получения электрических соединений одножильных проводов со штыревыми выводами разъемов, был разработан в США в 1952 г. фирмой Bell Lab's и широко применяется для электрического монтажа блоков, панелей и рам ЭВМ. Монтаж накруткой исключает применение припоев и флюсов, ускоряет процесс межблочного монтажа, повышает надежность соединений по сравнению с паяными, создает возможность автоматизации межблочного монтажа.
Контактное соединение накруткой — соединение неизолированного одножильного провода со штыревым выводом, имеющим острые кромки, при котором провод навивается на вывод с определенным усилием. При этом кромки штыря, частично деформируясь, врезаются в провод, разрушая на нем оксидную пленку, и образуют газонепроницаемое соединение. Материал штыревого вывода должен обладать прочностью и упругостью, чтобы противостоять усилию скручивания, а также высокой электропроводностью.
При монтаже накруткой применяют три вида соединений: обычное, модифицированное и бандажное

Обжимкой называют способ постоянного соединения, которое осуществляется посредством сильной пластической деформации соединяемых поверхностей и разъединяется только с разрушением. Суть метода состоит в том, что провод 1 помещают в хвостовую часть соединительного элемента 2, имеющего форму втулки, и обжимают
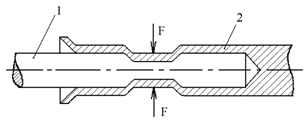
Благодаря высокому удельному давлению соединяемые металлы подвергаются значительной пластической деформации, и вследствие холодной текучести контактирующих поверхностей между соединенными материалами возникает интенсивный молекулярный контакт. После пластической деформации под действием остаточной упругой деформации соединяемые поверхности сжимаются с определенной силой. Такое соединение обладает высокой проводимостью, газостойкостью, теплостойкостью и вибростойкостью.