2. По источнику возникновения погрешности измерений делят на инструментальные, методические и субъективные.
Инструментальная погрешность измерения — составляющая погрешности измерения, обусловленная несовершенством применяемого СИ:отличием реальной функции преобразования прибора от его калибровочной зависимости, неустранимыми шумами в измерительной цепи, запаздыванием измерительного сигнала при его прохождении в СИ, внутренним сопротивлением СИ и др. Инструментальная погрешность измерений разделяется на основную (погрешность измерений при применении СИ в нормальных условиях) и дополнительную (составляющая погрешности измерений, возникающая вследствие отклонения какой-либо из влияющих величин от ее номинального значения или ее выхода за пределы нормальной области значений). Метод их оценивания будет рассмотрен ниже.
Методическая погрешность измерений — составляющая погрещности измерений, обусловленная несовершенством метода измерений. К ней относят погрешности, обусловленные отличием принятой модели объекта измерения от реального объекта, несовершенством способа воплощения принципа измерений, неточностью формул, применяемых при нахождении результата измерений, и другими факторами, не связанными со свойствами СИ. Примерами методических погрешностей измерений являются:
• погрешности изготовления цилиндрического тела (отличие от идеального круга) при измерении его диаметра;
• несовершенство определения диаметра круглого тела как среднего из значений диаметра в двух его заранее выбранных перпендикулярных плоскостях;
• погрешность измерений вследствие кусочно-линейной аппроксимации нелинейной калибровочной зависимости СИ при вычислении результата измерений;
• погрешность статического косвенного метода измерений массы нефтепродукта в резервуаре вследствие неравномерности плотности нефтепродукта по высоте резервуара.
Субъективная (личная) погрешность измерения — составляющим погрешности измерения, обусловленная индивидуальными особенностями оператора, т. е. погрешность отсчета оператором показаний по шкалам СИ. Они вызываются состоянием оператора, несовершенством органов чувств, эргономическими свойствами СИ. Характеристики субъективной погрешности измерений определяют с учетом способности «среднего оператора» к интерполяции в пределах цены деления шкалы измерительного прибора. Наиболее известная и простая оценка этой погрешности — ее максимальное возможное значение в виде половины цены деления шкалы.
3. По характеру проявления разделяют систематические, случайные и грубые погрешности.
Грубой погрешностью измерений (промахом) называют погрешность измерения, существенно превышающую ожидаему при данных условиях погрешность. Они возникают, как правило из-за ошибок или неправильных действий оператора (неверный отсчет, ошибка в записях или вычислениях, неправильное включение СИ и др.). Возможной причиной промаха могут быть сбои работе технических средств, а также кратковременные резкие из менения условий измерений. Естественно, что грубые погрешности должны быть обнаружены и исключены из ряда измерений.
Более содержательно деление на систематические и случайные погрешности.
Систематическая погрешность измерения — составляющая погрешности измерения, остающаяся постоянной или же закономерно изменяющаяся при повторных измерениях одной и той же величины. Систематические погрешности подлежат исключению насколько возможно, тем или иным способом. Наиболее известный из них — введение поправок на известные систематически погрешности. Однако полностью исключить систематическую погрешность практически невозможно, и какая-то ее небольшая часть остается и в исправленном (введением поправок) результате измерений. Эти остатки называются неисключенной систематической погрешностью (НСП). НСП — погрешность измерений, обусловленная погрешностями вычисления и введения поправок или же систематической погрешностью, на действие которой по правка не введена.
Например, с целью исключения систематической погрешности, измерения, обусловленной нестабильностью функции npeoбpaзования аналитического прибора, периодически проводят его калибровку по эталонным мерам (поверочным газовым смесям или стандартным образцам). Однако, несмотря на это, в момент измерения все равно будет некоторое отклонение действительной функции преобразования прибора от калибровочной зависимости, обусловленное погрешностью калибровки и дрейфом функции преобразования прибора за время, прошедшее после калибровки. Погрешность измерения, обусловленная этим отклонением, является НСП.
Случайной погрешностью измерения называется составляющая погрешности измерения, изменяющаяся случайным образом (по знаку и значению) при повторных измерениях одной и той же шпчины. Причины случайных погрешностей многообразны: шумы измерительного прибора, вариация его показаний, случайные колебания параметров электрической сети и условий измерений, погрешности округления отсчетов и многие другие. В появлении таких погрешностей не наблюдается какой-либо закономерности, они проявляются при повторных измерениях одной и той же величины в виде разброса результатов измерений. Поэтому оценивание случайных погрешностей измерений возможно только на основе математической статистики (эта математическая дисциплина родилась как наука о методах обработки рядов измерений, отягощенных случайными погрешностями).
В отличие от систематических, случайные погрешности нельзя исключить из результатов измерений путем введения поправок, однако их влияние можно существенно уменьшить проведением многократных измерений.
3) Соединения шлицевые эвольвентные. Шлицевые соединения с эвольвентным профилем зуба имеют то же назначение, что и прямобочные, но обладают рядом преимуществ: технологичностью (для обработки всех типоразмеров валов с определенным модулем требуется только одна червячная фреза, возможно применение всех точных методов обработки зубьев); большей прочностью (обладают меньшими концентратами напряжений и большим количеством зубьев).
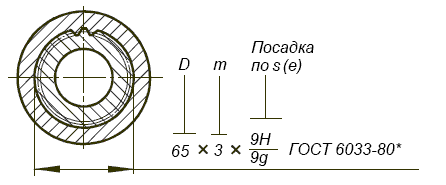
\Посадки шлицевых эвольвентных соединений. В шлицевых соединениях с эвольвентным профилем зубьев применяются следующие способы относительного центрирования вала и втулки: по боковым поверхностям зубьев s, e, по наружному диаметру D и допускается центрирование по внутреннему диаметру. Наибольшее распространение получил способ центрирования по боковым поверхностям зубьев. Центрирование по внутреннему диаметру не рекомендуется. ГОСТ 6033-80* установлены допуски и посадки для различных способов центрирования. Кроме указанных посадок, применяются и другие ГОСТ 6033-80*.
\Примеры обозначения. При центрировании по боковым поверхностям зубьев. D = 50 мм; m = 2 мм; посадка по боковым поверхностям s(e) –9g / 9H соединение 50 ×2 × 9H / 9g ГОСТ 6033 80 вал 50 ×2 ×9g ГОСТ 6033 − 80 *; отверстие 50 ×2 ×9H ГОСТ 6033 − 80 *.
При центрировании по наружному диаметру. D = 50 мм; m = 2 мм; посадка по центрирующему диаметру D - H7 / g6 и по боковым поверхностям s(e) - 9H / 9h соединение 50 × H7 / g6 × 2 × 9H / 9h - 80 ГОСТ 6033 80 вал 50 × g6 ×2 ×9h ГОСТ 6033 − 80 * отверстие 50 ×H7 ×2 ×9H ГОСТ 6033 − 80 *
![]() Пример
условного обозначения.
Пример
условного обозначения.