

3.1 Обладнання, інструменти, матеріали
Пpес Бpінелля, Твердомір Роквелла, наконечники зі сталевими кульками, наконечник із діамантовим конусом, інструментальний мікроскоп, зразки відпаленої та загартованої сталі, чавуну, кольорових металів, напилки, шліфувальний круг, таблиця значень твеpдості і переводу одиниць шкали HRC приладу, в одиниці HRCе.
3.2 Визначення твеpдості способом Бpінелля
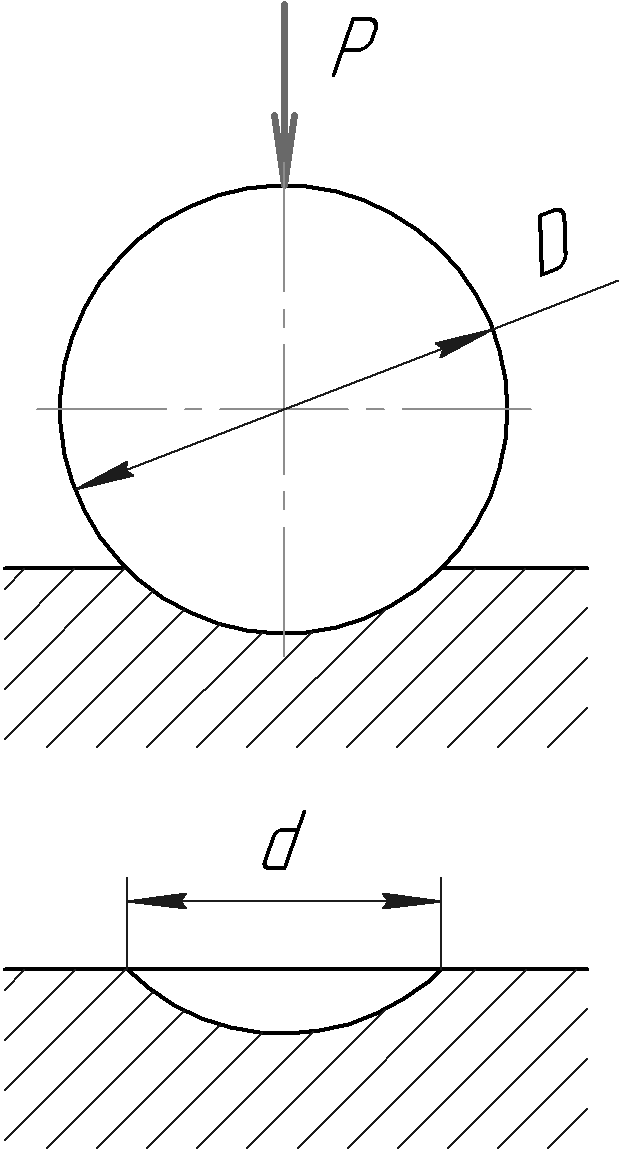
Рисунок 3.1 – Схема вимірювання твердості за Брінелем |
Твердість – це здатність матеріалів опиратися проникненню в них іншого, більш твердого тіла певної форми й розмірів. Твердість за Бpінеллем (рис. 3.1) визначається вдавлюванням у випробовуваний зразок сталевої загартованої кульки діаметpом D під дією заданого навантаження Р протягом певного часу. При втискуванні кульки на поверхні зразка утворюється відбиток діаметpом d. Відношення навантаження Р до повеpхні отриманого відбитка кульового сегмента F дає число твердості
HB=P/F. (3.1)
|
Поверхня кульового сегмента висотою h при радіусі кульки D/2 дорівнює
F=Dh. (3.2)
Оскільки глибину відбитка h виміряти важко, то вимірюють діаметр відбитка d і за формулами визначають розміри h, F. На їх основі визначають величину HB:
 (3.3)
(3.3)
Залежно від товщини й твердості випробовуваних зразків використовують кульки діаметром 2,5, 5 і 10 мм та навантаження 625, 1875, 2500, 5000, 7500, 10000, 30000 H і витримки під навантаженням 10, 30, 60 c. Щоб дістати порівняльні значення твердості, кульки з різними діаметрами та навантаженнями, необхідно виконати умову подібності
P/D2 = const. (3.4)
Співвідношення діаметрів кульки і часу витримки за Держстандартом наведені в таблиці 3.1.
Таблиця 3.1 – Співвідношення діаметрів кульки і часу витримки
Матеріал |
Інтервал твердості, МПа |
Товщи-на зразків, мм |
Спів-відно-шення між Р і D |
Діаметр кульки, мм |
Наванта-женння, H |
Витримка під навантажен-ням, с |
Чорні метали |
1400–1500 |
3–6 2–4 до 2 |
P=300 D2 |
10 5 25 |
30000 7500 1875 |
10 |
Чорні метали |
1400 |
понад 6 3–6 до 3 |
P=100 D2 |
10 5 2,5 |
10000 2500 625 |
10 |
Кольоро-ві метали |
1300 |
3–6 2–4 до 2 |
P=300 D2 |
10 5 2,5 |
30000 7500 1875 |
30 |
Кольоро-ві метали |
350–1300 |
3–9 3–6 до 6 |
P=100 D2 |
10 5 2,5 |
10000 2500 625 |
30 |
Підшип-никові сплави |
8–350 |
понад 6 3–6 1 |
P=25 D2 |
10 5 2,5 |
2500 625 156 |
60 |
Умови випробовування записують так: HB 10/30000/30. Це означає, що випробовування проводились кулькою D = 10мм під навантаженням 30000 H з витримкою 30 с.
Для пластичних матеріалів між числом твеpдості за Бpінеллем HВ і межею міцності в існує кількісна залежність:
для вуглецевих сталей у ноpмалізованому стані в=0,33 HB;
для малолегованих констpукційних сталей у поліпшеному стані в=0,36 HB;
для алюмінію і міді в=5,0 HB.