

9.3 Запитання для самоперевірки
1. Що таке газове зварювання? Його призначення.
2. Які горючі гази застосовують при зварюванні?
3. Як одержують ацетилен?
4. Яка будова полум'я зварювального пальника?
5. Наведіть перелік і призначення апаратури для зварювання і паяння.
6. Класифікація ацетиленових генераторів.
7. Призначення водяного затвора.
8. Назвіть умови зберігання ацетилену в балонах.
9. Укажіть призначення і будову зварювальних пальників.
10. Поясніть технологію газового зварювання.
11. Поясніть процес газокисневого різання.
9.4 Порядок виконання роботи
Самостійно та під керівництвом викладача і майстра навчання ознайомитись із будовою і роботою апаратури для газового зварювання і вогневого різання металів, використовуючи літературу, плакати, слайди, схеми та макети. При цьому вивчити будову обладнання: ацетиленового генератора, водяного замикача, кисневого балона, редукторів, зварювальних пальників і кисневих різаків.
Вивчити за плакатом будову ацетиленокисневого полум'я.
9.5 Зміст звіту
У звіті за даною роботою необхідно:
указати мету роботи;
дати визначення газового зварювання і вогневого різання;
навести перелік горючих газів;
описати технологію одержання ацетилену;
перелічити апаратуру для зварювання і різання та вказати її призначення;
навести схему зварювального пальника, схему ацетиленового генератора системи ВВ;
дати перелік матеріалів, які підлягають газовому зварюванню і різанню:
указати галузь використання газового зварювання і різання;
навести схему будови газокисневого полум’я.

Рисунок 9.7 – Схема будови газового полум'я: І – ядро полум'я;
ІІ – відновлювальна зона; ІІІ – окислювальна зона
Лабораторна робота № 10 вивчення структури і твердості зварних з'єднань
Мета роботи – вивчити умови формування структури зварних з'єднань під час зварювання сталей, набути навичок проведення макро- і мікроаналізу зварних швів та визначення твердості металу зварного шва і його пришовної зони.
10.1 Обладнання, прилади і матеріали
Мікроскопи МИМ6, МИМ7, твердоміри Роквелла, наконечники із сталевою кулькою і алмазним конусом; шліфувально-полірувальний верстат; паста ГОІ; розчини азотної кислоти для травлення шліфів; зразки зварних швів із маловуглецевих сталей.
10.2 Основні теоретичні положення
Зварювальні роботи широко розповсюджені в будівництві, де в основному використовуються вуглецеві і низьколеговані сталі. До них належать арматурні сталі, сталі для мостобудування (табл. 10.1) із вмістом вуглецю не більше, ніж 0,4% і які добре зварюються.
Розглянемо процеси, які відбуваються в зоні зварного шва під час зварювання маловуглецевих сталей.
Наплавлений метал 1 (рис. 10.1), одержаний в результаті переведення присаджувального і частково основного металу в рідкий стан, після затвердіння утворює зварне з'єднання з основним металом 2. У вузькій зоні сплавлення 3 кристалізуються зерна, які належать до основного і наплавленого металу.
Таблиця 10.1 – Основні марки будівельних сталей
Марка сталі |
Позначення (призначення) |
Вміст елементів, % |
||||
C |
Si |
Mn |
S |
P |
||
ВСт3сп2 |
Арматурна АІ |
0,14…0,22 |
0,14…0,3 |
0,4…0,65 |
0,05 |
0,04 |
ВСт5сп2 |
Арматурна АІІ |
0,28…0,38 |
0,15…0,35 |
0,5…0,8 |
0,05 |
0,04 |
35ГС |
Арматурна АІІІ |
0,3…0,37 |
0,6…0,9 |
0,8…,012 |
0,045 |
0,04 |
16Д |
Мостобудівна |
0,1…0,18 |
0,12…0,25 |
0,4…0,7 |
0,04 |
0,035 |
80С |
Арматурна АIV |
0,74…0,82 |
0,6…1,0 |
0,5…0,9 |
0,045 |
0,04 |
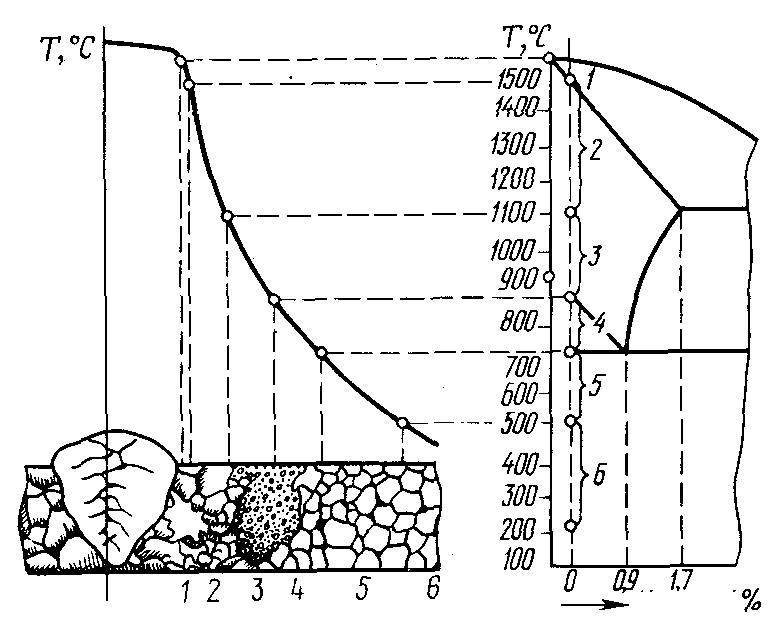
Рисунок 10.1 – Зона термічного впливу і її структура
Під час плавлення основний і присаджувальний матеріали перегріваються до високих температур, що веде до випаровування металу, його окислення і збагачення газами. Усе це змінює хімічний склад наплавленого металу, створює в ньому окисли, неметалічні включення, пори й тріщини.
Завдяки високій теплопровідності сталі в зварному шві утворюється зона термічного впливу 4, розташована в основному металі.
У цій зоні під впливом швидкого нагрівання й охолодження змінюється структура металу, але зберігається його хімічний склад. Тривале нагрівання й охолодження в зоні термічного виливу змінюються від частки секунди до кількох хвилин, а її ширина – від 1–3 мм при ручному дуговому до 10–20 мм при електрошлаковому зварюванні. У цій зоні можна розрізняти такі ділянки: старіння (200–300 °С), відпускання (200–650 °С), неповної перекристалізації (700–870 °С), нормалізації (840–1000 °С), перегріву (1000–1250 °С) і навколошовної зони (від 1250 °С до температури плавлення).
Будову зварного шва і зони термічного впливу для маловуглецевої сталі у взаємозв'язку з діаграмою стану показано на рисунку 10.1.
На метастабільній діаграмі вертикальною штриховою лінією позначено основний метал із вмістом вуглецю близько 0,35%. Тут зона 1 прилягає безпосередньо до металу шва. Основний метал на цій ділянці в момент зварювання частково розплавлений і являє собою суміш твердої й рідкої фаз. Після затвердіння наплавлений метал має стовпчасту (дендритну) крупнозернисту будову, характерну для литої сталі.
Метал зони 2 сильно перегрівається, тому після зварювання тут утворюється грубоголкова (відманштетова) структура. Ця зона найбільш крихка і є найслабкішим місцем зварного з'єднання.
У зоні 3 (нижче за 1100 °С) спостерігається структура нормалізованої сталі з дрібним зерном і підвищеними механічними властивостями.
У зоні 4 відбувається неповна перекристалізація сталі, нагрітої до температури між точками АС1 та АС3. Після охолодження утворюється структура фериту і перліту з високими механічними якостями.
У зоні 5 не відбувається структурних змін, якщо метал перед зварюванням не піддавався холодній деформації. В іншому випадку спостерігається рекристалізація.
У зоні 6 ніяких структурних змін немає, але різко знижується ударна в'язкість (KCU).
У випадку зварювання маловуглецевих сталей структурні зміни основного металу в зоні термічної дії майже не впливають на механічні властивості. Але при зварюванні конструкційних сталей можливе утворення структур загартованої сталі, які різко знижують пластичні властивості зварного з'єднання і часто є причиною утворення тріщин.
Залежно від методу зварювання можливі або різке загартування навколошовної зони, або перегрів у разі повільного охолодження. При малих швидкостях охолодження (електрошлакове зварювання) утворюються ферит і перліт, при середніх (автоматичне зварювання під флюсом) – перліт і бейніт, при великих (ручне дугове зварювання) – мартенсит та бейніт. Оскільки мартенситне перетворення протікає із збільшенням об'єму сталі (приблизно на 1%), воно приводить до появи напружень і зародження внутрішніх тріщин, які з часом поступово розкриваються протягом хвилин або навіть діб.
Для вивчення зварюваності сталей і правильності вибору режимів зварювання велике значення має аналіз макро - і мікроструктури зварних з'єднань та їх механічних властивостей.
Під час вивчення макроструктури після шліфування і травлення 10–25-відсотковим водним розчином азотної кислоти зразка, вирізаного вздовж або поперек осі шва, можуть бути виявлені форма і розміри шва, глибина провару, напрям осей кристалітів, їх форма і розміри, ширина зони термічного впливу, розміри найбільших зерен у пришовній зоні, кількість і розподіл сірки в металі основи шва, наявність дефектів – непровару, гарячих і холодних тріщин, шлакових включень тощо.
Мікроструктура досліджується після полірування і травлення зразків 2…4-відсотковий розчином азотної кислоти в етиловому спирті за допомогою металографічних мікроскопів МИМ6 та МИМ7 при збільшенні в 100, 200, 500 і 800 разів. В основному металі вивчають розміри зерна і відносну кількість фериту і перліту, наявність смугової і відманштетової структур. У металі шва вивчаються форма і розміри кристалів, характер і форма структурних складових (ферит, перліт, бейніт, мартенсит, карбід тощо), їх співвідношення, наявність тріщин, ознак перегріву.
Одночасно зі структурним аналізом вивчають твердість зварного шва, особливо його пришовної зони. Допускається твердість не більше як 3500 одиниць.