

2.1.2.Определение постоянной времени нагрева прессформы
Общий вид уравнения теплопроводности имеет вид:
![]() (2.6)
(2.6)
где
![]() ,
,
![]() ,
,
![]() –
теплопроводности по направлениям Ox,
Oy,
Oz,
–
теплопроводности по направлениям Ox,
Oy,
Oz,
![]() - объемная плотность теплового потока,
- объемная плотность теплового потока,
![]() - удельная
теплоемкость при постоянном давлении,
- удельная
теплоемкость при постоянном давлении,
![]() -
плотность материала,
-
плотность материала,
Найдем постоянную времени нагрева прессформы, сделав следующие допущения:
- распределение тепла по всему объему пресс-формы равномерное;
- отдача тепла на границе латунь-воздух и теплоемкость постоянны и не зависят от времени.
![]() ,
(2.7)
,
(2.7)
где С – общая теплоемкость пресс-формы,
α – коэффициент теплоотдачи с поверхности,
S – площадь поверхности, с которой тепло отдается в окружающую среду,
с – удельная теплоемкость,
m – масса пресс-формы,
ρ – плотность латуни,
V – объем пресс-формы.
Подставив численные значения в формулу, получим:

При расчете площади мы учитываем только 4 стороны из 6, т.к. две из них соприкасаются с асбестовой пластиной, передачи тепла через границу с которой практически не происходит.
Пример зависимости температуры от времени показан на рис. 2.30. Определим мощность, которой будет достаточно, для нагрева установки с заданной скоростью.
![]() , (2.8)
, (2.8)
![]() , (2.9)
, (2.9)
где
![]() -
промежуток времени, в течение которого
подается мощность.
-
промежуток времени, в течение которого
подается мощность.
Приравняв формулы 2.8 и 2.9, получим
![]() , (2.10)
, (2.10)
откуда найдем необходимую мощность, равную 39 Вт.
Если бы поверхность пресс-формы не была ограничена асбестовыми листами и целиком соприкасалась с воздухом, то при сохранении подобной кривой изменения температуры (рис. 10), время установления температуры на заданной отметке было бы равно 1,5 часа, но мощность, необходимая на это увеличилась бы до 114 Вт.
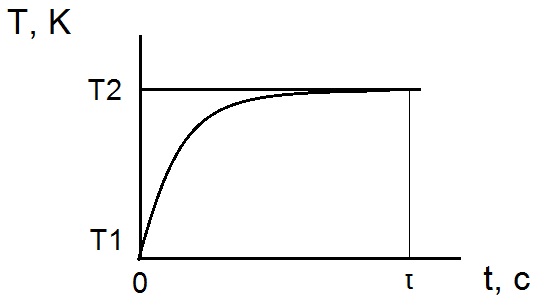
Рис. 10. Зависимость температуры от времени
2.1.3. Настройка пид коэффициентов регулирования
Как отмечено выше, температура пресс-формы, нагреваемой с помощью ТЭНов, наиболее точно может регулироваться с использованием ПИД регулирования прибора Термодат. Ниже показано, каким образом определялись ПИД коэффициенты.
Назначение ПИД коэффициентов — в поддержании заданного значения x0 некоторой величины x с помощью изменения другой величины u. Значение x0 называется уставкой, а разность e = (x0 − x) — невязкой или рассогласованием.
Выходной сигнал регулятора u определяется тремя слагаемыми:
 ,
(2.11)
,
(2.11)
где Кp, Кi, Кd — коэффициенты усиления пропорциональной, интегральной и дифференциальной составляющих регулятора, соответственно.
На рис. 11 представлен пример изменения температуры прессформы при нагреве в случае отсутствия настройки ПИД коэффициентов Кр, КI, Кd. В данном случае не работают логические составляющие ПИД регулятора (КI, Кd), отчего система не может принимать поправку, учитывающую внешнее воздействие. Поэтому на рисунке мы видим, что экспериментальная кривая так и не достигает заданной температуры.
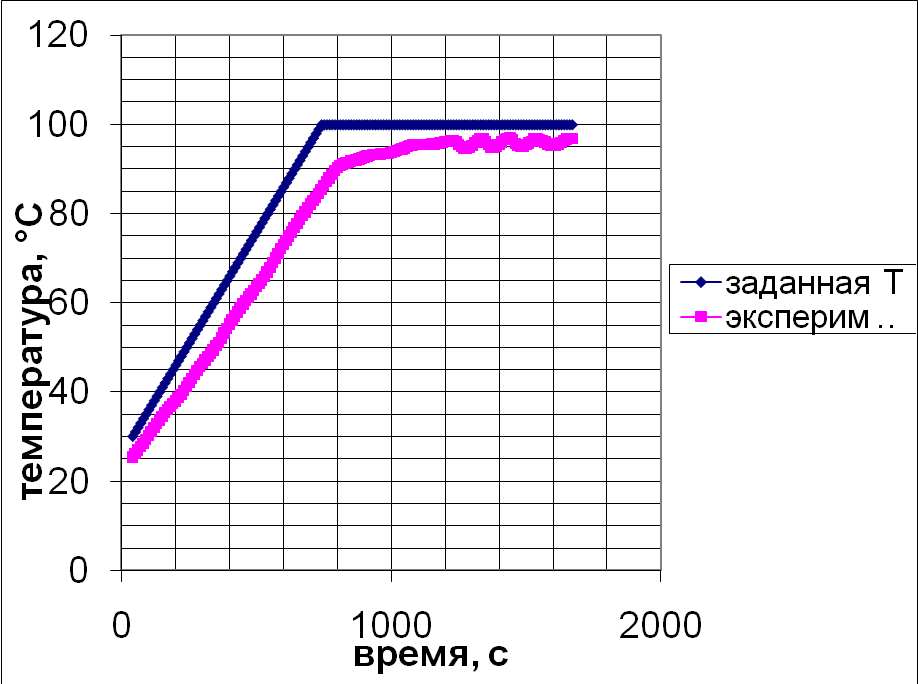
Рис. 11. Изменение температуры прессформы в случае отсутствия настройки ПИД коэффициентов
После проведения начальной настройки ПИД коэффициентов (Кр= 1 °С, КI= 1300 с, Кd = 260 с) динамика изменения температуры значительно изменилась (рис. 12).
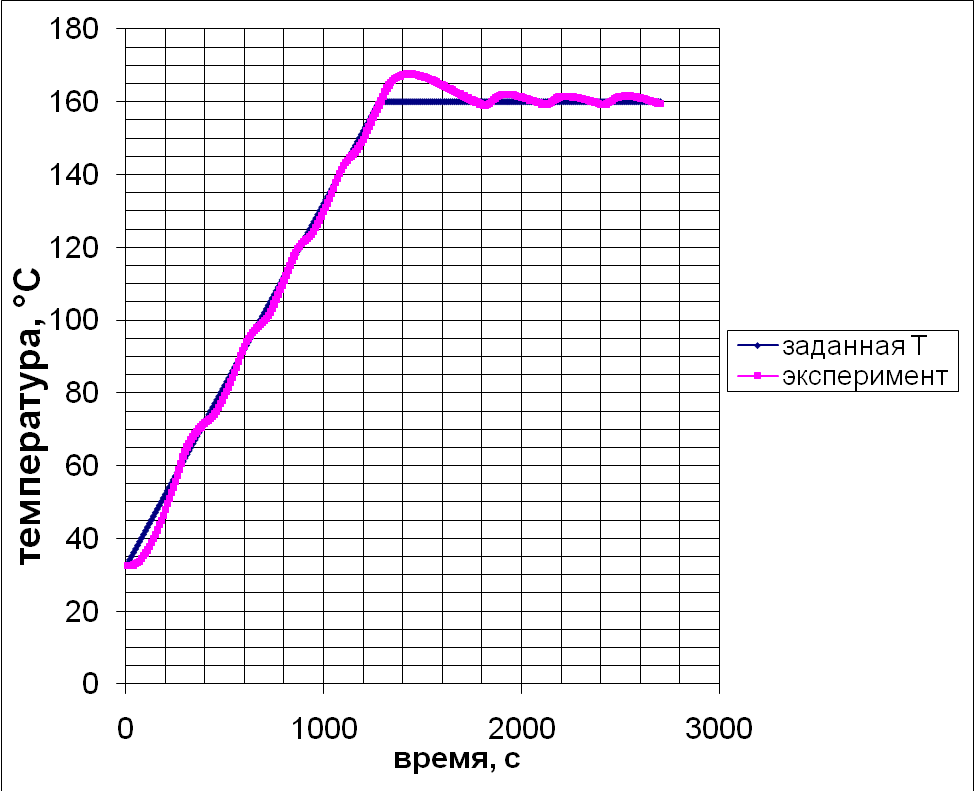
Рис. 12. Динамика изменения температуры прессформы после начальной настройки ПИД коэффициентов(Кр= 1 °С, КI= 1300 с, Кd = 260 с)
Пропорциональный коэффициент Кр отвечает за непосредственное регулирование температуры, измеряется в градусах Цельсия. Он не учитывает влияние внешних факторов, поэтому могут следующие отклонения:
- недостигнута заданная температура;
- неточная выдержка заданной температуры.
Интегральный коэффициент КI накапливает среднее значение отклонений от заданной температуры на заданном промежутке времени, измеряется в секундах. Зная среднее отклонение, интегральная составляющая учитывает его в каждый последующий момент времени, добавляя или вычитая значение ошибки с учетом знака. Обычно величину интегрального коэффициента определяют временем подъема температуры до заданной величины. Добавление интегральной составляющей уже значительно уточняет процесс регулирования, но этого все равно недостаточно, чтобы предвидеть возможные отклонения, за что отвечает дифференциальная составляющая.
Дифференциальная составляющая устраняет затухающие колебания, так что кривая изменения температуры на конечном участке выравнивается. Дифференциальный коэффициент Кd обозначает длину зоны пропорциональности, которую необходимо выровнять и измеряется в секундах. Начальную настройку этого коэффициента следует начинать со значения, равного 0,2·KI.
Из рис. 13 видно, что регулирование с помощью окончательно настроеного ПИД регулятора (Кр= 4 °С, КI= 1300 с, Кd = 130 с), удовлетворяет необходимым для работы требованиям.
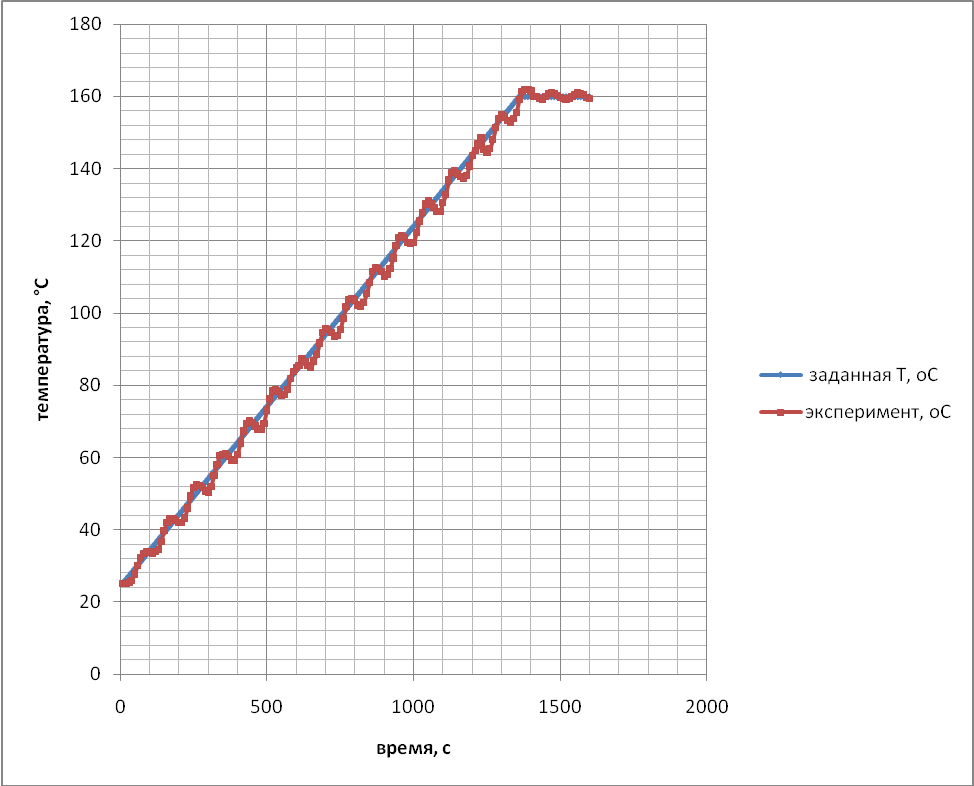
Рис.13. Динамика изменения температуры прессформы после окончательной настройки ПИД коэффициентов (Кр= 4 °С, КI= 1300 с, Кd = 130 с)