2.2.Типовые схемы базирования деталей при обработке.
Схема базирования – схема изображения детали с нанесенными на нее опорными точками.
Согласно ГОСТ 21495- идеальная опорная точка обозначается символами:


Любую деталь при проектировании операций механообработки можно отобразить с помощью схемы базирования
|
Рисунок 2.6 Схема базирования призматической заготовки |
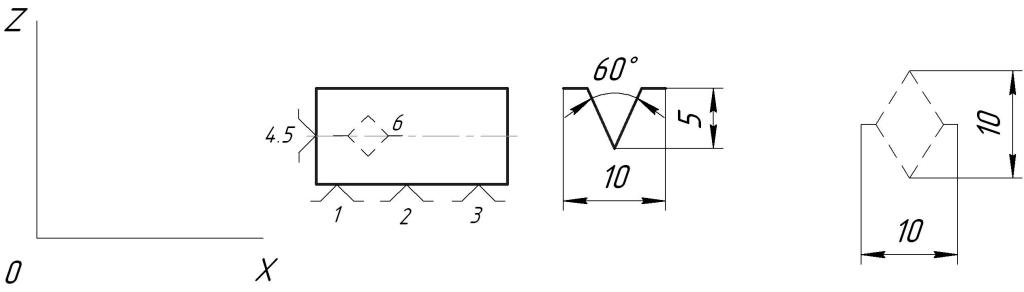
|
Рисунок 2.7 Схема базирования цилиндр на призме |

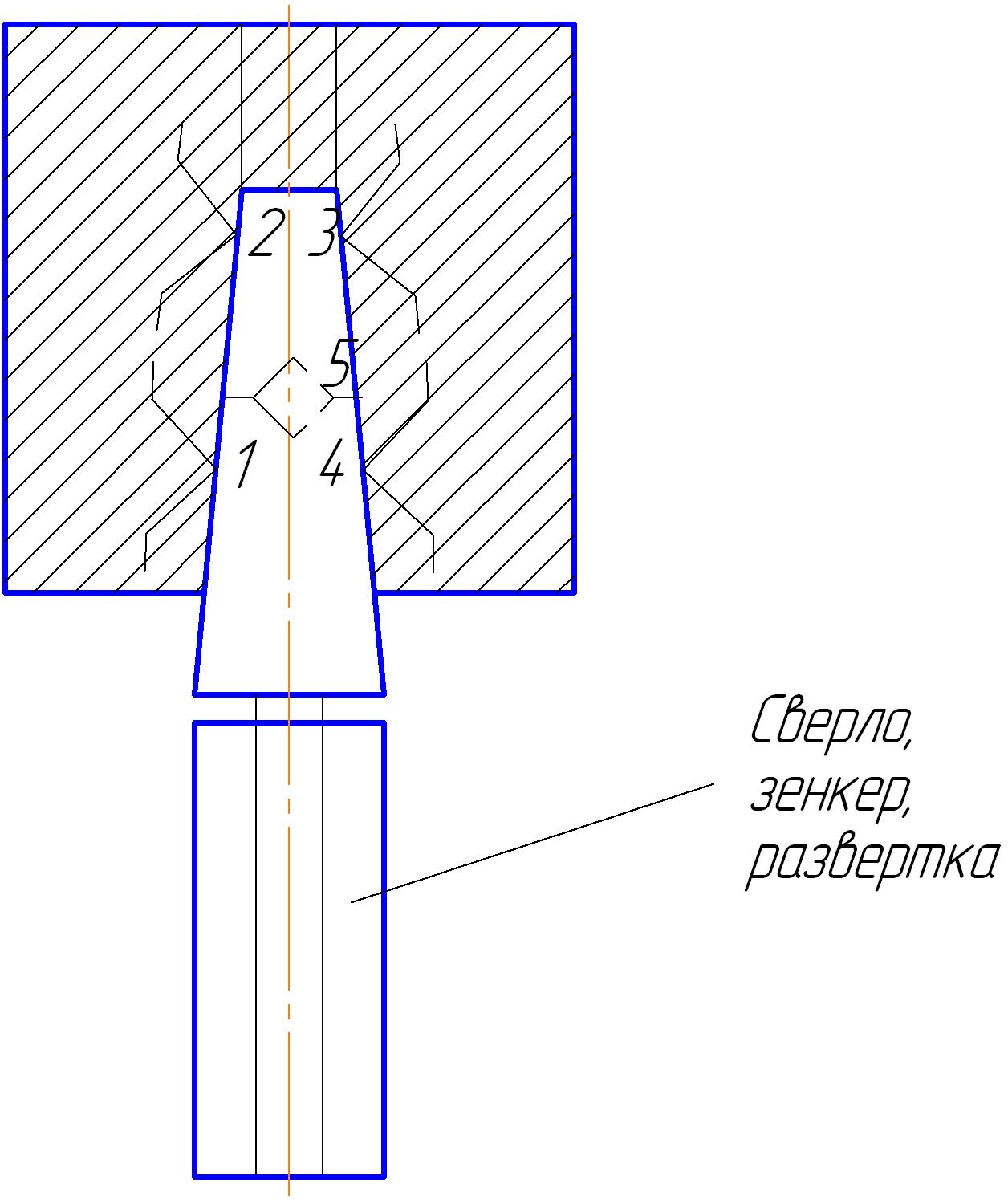
Точки 1, 2, 3, 4 расположены на главной базирующей поверхности, которая называется двойная направляющая база; точка 5 – упорная база.
|
Рисунок 2.8 Схема базирования «длинный конус» (Конус Морзе) |
2.3.Классификация баз.
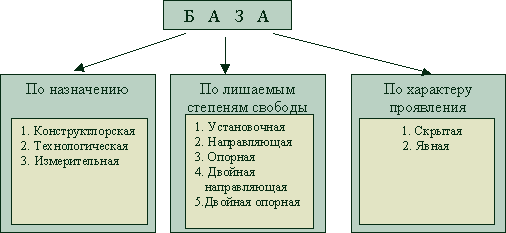
По назначению и области применения базы подразделяются на сборочные, конструкторские, измерительные и технологические.
По месторасположению в выполняемом технологическом процессе их условно разделяют на: черновые, получистовые и чистовые.
|
Рисунок 2.9 Классификация баз |
КОНСТРУКТОРСКАЯ БАЗА - это база используемая для определения положения детали или сборочной единицы в изделии (ГОСТ21495-76).
В практике конструкторской базой называется поверхность, линия или точка детали, по отношению к которой определяются на чертеже расчетные положения других деталей или сборочных единиц изделия, а также других поверхностей и геометрических элементов данной детали.
КОНСТРУКТОРСКИЕ БАЗЫ деляют на основные и вспомогательные.
\
|
Рисунок 2.10 Пример основной и вспомогательной баз. |
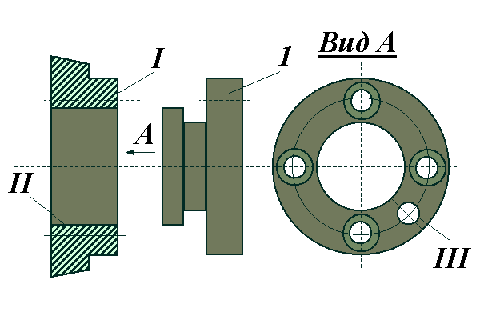
ОСНОВНАЯ конструкторская база принадлежит данной детали или сборочной единице и определяет ее положение в изделии.
Это поверхности – I, I I, I I I.
ВСПОМОГАТЕЛЬНОЙ называется конструкторская база, принадлежащая данной детали или сборочной единице, используемая для определения положения, присоединяемых к ней деталей или сборочных единиц.
1-присоединяемая деталь; I, I I, I I I – вспомогательные базы..
Рисунок 2.11 Пример измерительной базы. |
ИЗМЕРИТЕЛЬНОЙ БАЗОЙ называется поверхность, линия или точка от которой производится отсчет выполняемых размеров при обработке или взаимного расположения поверхностей деталей или элементов изделия. А – измерительная база |
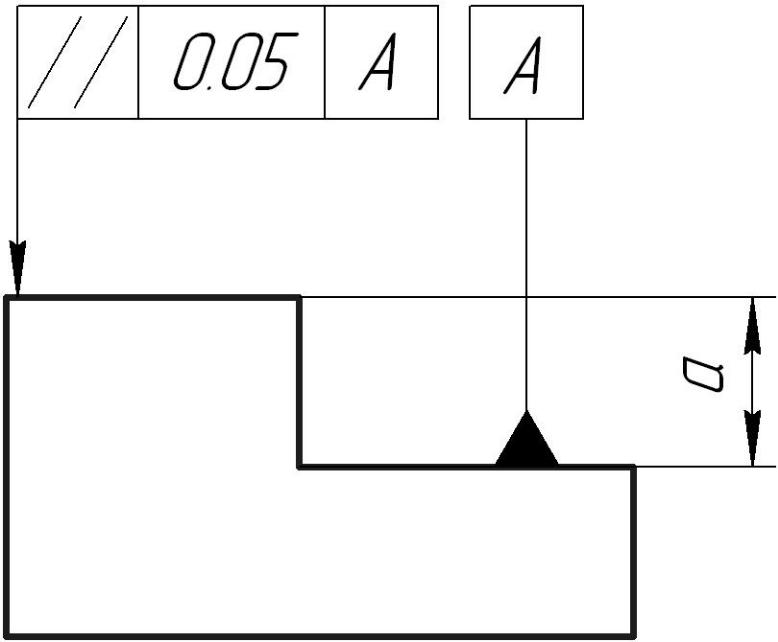
При использовании в качестве измерительных баз материальных поверхностей изделия проверку производят обычными прямыми методами измерения; при использовании геометрических элементов (биссектрис углов, осевых линий и т. п.).
Измерительные базы материализуются с помощью вспомогательных деталей: штырей, пальцев, натянутых струн, отвесов, оптических установок (коллиматоров ) и других устройств.
ТЕХНОЛОГИЧЕСКАЯ БАЗА - это база, используемая для определения положения заготовки или изделия в процессе изготовления или ремонта (ГОСТ 21495 -76).
Технологической базой, используемой при обработке заготовок на станках, называется поверхность, линия или точка заготовки, относительно которой ориентируются ее поверхности, обрабатываемые на данном установе. Обычно именно на эту поверхность деталь опирается при обработке.
Различают также искусственные и естественные технологические базы (например, центровые отверстия на валах изготавливают лишь для удобства изготовления валов, так как конфигурация последних не позволяет их устойчиво и надежно сориентировать и закрепить при достижении точности по чертежу.
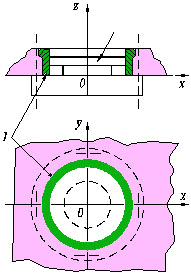
Рисунок 2.12 Пример технологической базы. |
СКРЫТАЯ БАЗА - база в виде воображаемой плоскости, оси или точки. ЯВНАЯ БАЗА – база в виде реальной поверхности, разметочной риски или точки пересечения рисок. Например, поверхность 1 является скрытой технологической базой. |
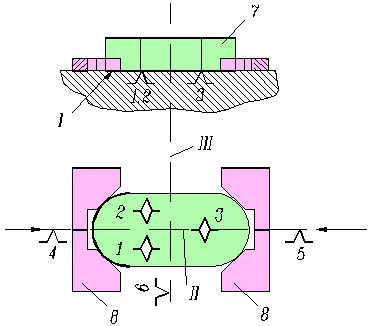
В этих случаях на схемах базирования изображается расположение опорных точек на скрытых базах (осях, плоскостях симметрии) символизирующих связи заготовки с выбранной системой координат.
УСТАНОВОЧНАЯ БАЗА – база, используемая для наложения на заготовку или изделие связей, лишающих их трех степеней свободы: перемещения вдоль одной координатной оси и поворотов вокруг двух других осей.
НАПРАВЛЯЮЩАЯ БАЗА - база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы: перемещения вдоль одной координатной оси и поворота вокруг другой оси.
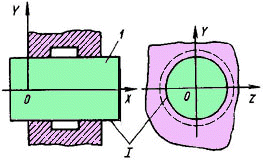
ДВОЙНАЯ НАПРАВЛЯЮЩАЯ БАЗА - база, используемая для наложения на заготовку или изделие связей, лишающих их четырех степеней свободы: перемещения вдоль двух координатных осей и поворотов вокруг этих осей (поверхность 1).
|
Рисунок 2.13 Пример двойной направляющей технологической базы. |
ОПОРНАЯ БАЗА - база, используемая для наложения на заготовку или изделие связей, лишающих их одной степени свободы: перемещения вдоль одной координатной оси или поворота вокруг оси.
|
ДВОЙНАЯ ОПОРНАЯ БАЗА - база, используемая для наложения на заготовку или изделие связей, лишающих их двух степеней свободы: перемещения вдоль двух координатных осей. |
Рисунок 2.14 Пример двойной опорной технологической базы. |
|