

5.6.Выбор технологических баз для установки заготовок
Выбор технологических баз для установки обрабатываемых заготовок при выполнении операций производится в соответствии с правилами базирования (т.е. принципами единства и постоянства баз, совмещения баз и последовательной смены баз).
Возможны следующие случаи базирования:
1.На необработанные поверхности.
2.На предварительно обработанные, но несменяемые поверхности.
3.С повторной обработкой баз.
4.Базирование на различные последовательно сменяемые поверхности.
На первой операции во всех случаях планируется обработка главных технологических (установочных) баз; а если их несколько, то желательно всех сразу - без переустановов.
1. Корпусные и коробчатые детали.
а) базирование по плоскости и двум установочным отверстиям (один палец приспособления цилиндрический, второй - ромбический);
б) базирование по трем базовым поверхностям.
2. Диски, втулки, шестерни и фланцы.
Базирование преимущественно выполняется на центральное отверстие с упором в один из торцев.
3.Валы.
Главными технологическими базами являются - центровые отверстия.
5.6.Составление планов обработки отдельных поверхностей
(определение состава технологических переходов)
|
Исходными данными для составления плана являются: 1.Чертеж (с него выполняют эскиз с номерами поверхностей), на котором указаны квалитеты, шероховатость, масса, 2.Внешний вид исходной заготовки. |
1)Исходя из квалитета точности и шероховатости конкретной поверхности по таблицам точности [ , т.1, стр.8, табл. 4 и 5] составляют примерный план ее обработки (данные удобно представлять в виде таблицы).
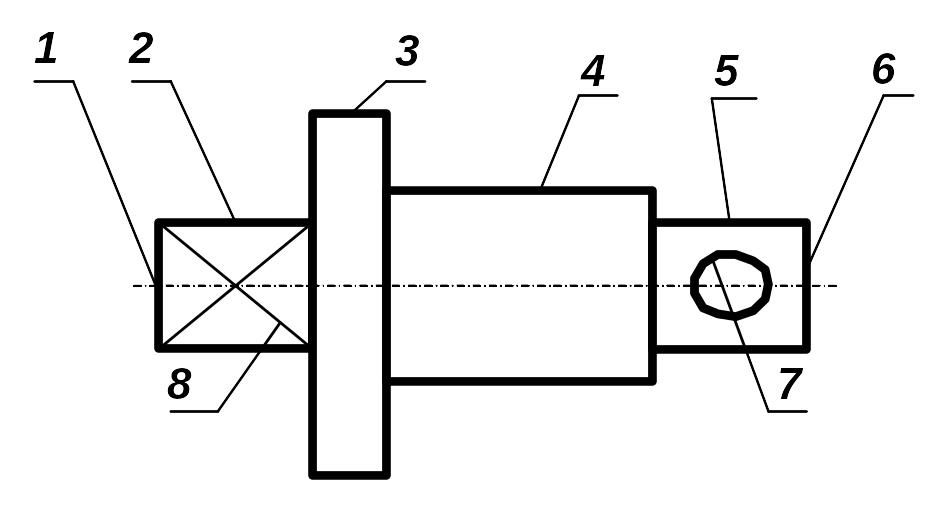
1,6 |
2,8 |
3 |
4 |
5,7 |
Черновое точение h12 |
Черновое точение h12: и Черн.фрезеров |
Черновое точение h12 |
0.Заготовка (h14) 1.Черновое точение h12 (5кл) 2.Чистовое точение h10 (4кл) 3.Предварит. шлифование h8 4.Чистовое шлифов. h6 (2кл) |
Черновое точение h12 и сверление |
1.Черновое точение h12 2.Получистовое точ. h9 3.Чистовое точение h6 |
Далее сравнивают ориентировочный вариант (составленный) с типовым ТП и вносятся необходимые коррективы.
2)Аналогичные действия выполняются при планировании обработки всех других поверхностей.
3) Расчленяют операции и переходы на черновые, получистовые и чистовые, а затем формируют примерный маршрут обработки.
4) Внедряют передовые методы механической обработки (ППД, РСО, ЭЭО и т.п.) и принципы концентрации и дифференциации операций.
Примечание:
1.Необходимо стремиться к построению самого короткого маршрута;
2.Учитывать тип производства, наличие инструментов и оснастки;
3.Желательна многолезвийная обработка (развертывание вместо растачивания).
При построении маршрута необходимо учитывать, что:
1.Каждому методу окончательной обработки предшествует один или несколько предварительных методов;
2.Каждый последующий метод обработки должен быть точнее предыдущего;
3.Выбор
оптимального варианта маршрута обработки
отдельных
поверхностей
производится по суммарному основному
времени
![]() обработки с использованием для расчета
нормативных данных.
обработки с использованием для расчета
нормативных данных.
Зная метод получения исходной заготовки и ее вид, подбирают начальный метод обработки. Если точность невысокая, то вначале назначают черновую обработку. Если точность высокая, тогда возможно сразу назначить чистовые и даже отделочные методы обработки. При этом, необходимо помнить, что отделочной обработке предшествует один или несколько предварительных (т.е. менее точных ) методов.
Например:
1.Чистовому шлифованию - предшествуют черновое шлифования и, как правило, (черновое + чистовое ) точение.
2.Развертыванию отверстий - сверление и зенкерование.
При построении маршрута обработки поверхностей исходят из того, что каждый последующий метод должен быть точнее предыдущего. Число возможных вариантов - может быть весьма разнообразным, но требуется выбрать оптимальный для конкретных условий производства.
Показателем оптимальности как правило является наименьшее суммарное штучное время.
При выборе маршрутов обработки отдельных поверхностей заготовок необходимо:
1.Стремиться к использованию самого краткого маршрута.
2.Учитывать тип производства.
3.Именть информацию о наличии и возможности использования различных инструментов и оснастки.
4.Желательно применять многолезвийную обработку (развертывание и зенкерование вместо растачивания ).
5.Предусматривать возможность совмещения обработки нескольких поверхностей (при одинаковых способах их обработки: два резца на одном суппорте - вместо одного).
6.Во всех случаях учитывать обеспечение заданной точности взаимного расположения поверхностей и допускаемую погрешность формы, а также шероховатость.
В общем случае, маршруты обработки отдельных поверхностей выбираются приближенно, оценивая варианты по трудоемкости (т.е. по затратам времени Тшт ).
Более точно маршрут подбирают при сравнении суммарных себестоимостей обработки основных поверхностей.