

30.Назовите приборы, применяемые при контроле плоских и сферических поверхностей оптических деталей.
Контроль после грубого шлифования: шаблоны и притирочный инструмент; после мелкого шлифования и полирования – сферометры, пробные стекла и интерферометры.
1) РАДИУСНЫЕ ШАБЛОНЫ
И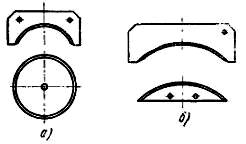 зготовляют
из листов нержавеющих сталей или
цементированных углеродистых сталей
толщиной 1-2,5 мм. Размеры хорд шаблона
и сферического инструмента или блока
должны быть одинаковыми. Для контроля
шаблон накладывают на поверхность в
сечении сферы, проходящей через ее
центр кривизны. Соответствие кривизны
поверхности и шаблона оценивают по
величине и форме зазора между ними.Контроль
формы плоских деталей выполняют с
помощью лекальных или стеклянных
притирочных линеек тремя способами:
на просвет, вращением и притикой.
Контроль шлифуемых сферических
поверхностей притирочным инструментом
осуществляют с помощью контрольных
чугунных грибов или чашек, радиус
которых равен радиусу грибов или чашек,
применяемых для последующей обработки.
зготовляют
из листов нержавеющих сталей или
цементированных углеродистых сталей
толщиной 1-2,5 мм. Размеры хорд шаблона
и сферического инструмента или блока
должны быть одинаковыми. Для контроля
шаблон накладывают на поверхность в
сечении сферы, проходящей через ее
центр кривизны. Соответствие кривизны
поверхности и шаблона оценивают по
величине и форме зазора между ними.Контроль
формы плоских деталей выполняют с
помощью лекальных или стеклянных
притирочных линеек тремя способами:
на просвет, вращением и притикой.
Контроль шлифуемых сферических
поверхностей притирочным инструментом
осуществляют с помощью контрольных
чугунных грибов или чашек, радиус
которых равен радиусу грибов или чашек,
применяемых для последующей обработки.
2) СФЕРОМЕТР предварительно настраивают на эталонной сфере.
1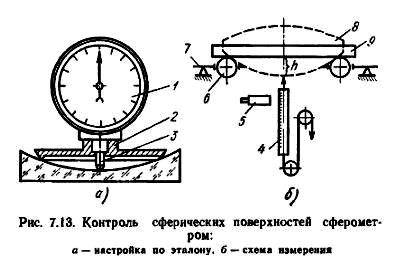 – корпус
– корпус
2 – установочное измерительное кольцо
3 – индикатор
Отклонение стрелки от нулевого отсчета указывает на отличие радиуса контролируемой сферической поверхности от эталонной.
4 – шкала
5 – микроскоп
6 –три шарика
7 – сменное измерительное кольцо
8 – контролируемая деталь
9 – пластика с плоской поверхностью.
Разница полученных отсчетов по шкале дает условную стрелку перегиба, характеризующую кривизну поверхности.
![]()
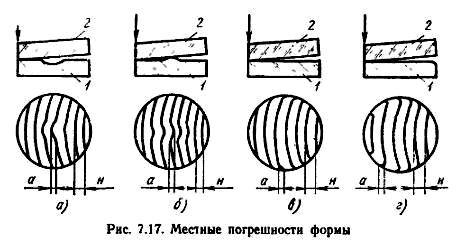
3) ПРОБНЫЕ СТЕКЛА – стеклянные эталоны, имеющие заранее измеренную кривизну.
в

 – возникающая при этом интерференционная
картина, наблюдаемая сверху невооруженным
глазом через пробное стекло при освещении
белым сетом. Имеет вид радужных колец.
Если максимальный зазор расположен в
центре – яма. При легком нажатии на
стекло интерференционные кольца
сходятся к центру. Если скраю – то и
кольца скраю. Это бугор. Степень
изогнутости полос зависит от точности
обработанной поверхности, а направление
изогнутости определяется характером
погрешности.
– возникающая при этом интерференционная
картина, наблюдаемая сверху невооруженным
глазом через пробное стекло при освещении
белым сетом. Имеет вид радужных колец.
Если максимальный зазор расположен в
центре – яма. При легком нажатии на
стекло интерференционные кольца
сходятся к центру. Если скраю – то и
кольца скраю. Это бугор. Степень
изогнутости полос зависит от точности
обработанной поверхности, а направление
изогнутости определяется характером
погрешности.
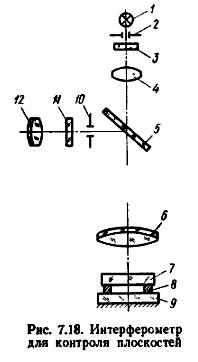
4) ИНТЕРФЕРОМЕТРЫ - для контроля сферических и плоских поверхностей. Позволяют проверять детали больших размеров и с более высокой точностью.
1 – монохроматический источник
2 – диафрагма
3 – светофильтр
4 – линзы
5 – полупрозрачное зеркало
6 – объектив
7 – эталонная пластина
8 – прокладка фольги
9 – контролируемая деталь.
10 – диафрагма
11 – сетка 12 – окуляр