

3.2 Выбор оборудования
Для технологического процесса №1
Расконсервация платы
Для отмывки платы от загрязнений используем ультразвуковую ванну. Из перечня оборудования для технологического процесса была выбрана ГРАД 13-35 (рис. 3.5). Данная ванна обладает достаточно хорошей производительностью (25 шт./час), но достаточно дорогая.

Рисунок 3.1
Так же, из перечня средств очистки было выбрано средство STANOL, имеет удовлетворительную цену и качество.

Рисунок 3.2
Нанесение паяльной пасты
Из представленного оборудования был выбран ручной принтер SD-240U. Данное устройство обладает относительно высокой ценой при отличной производительности.
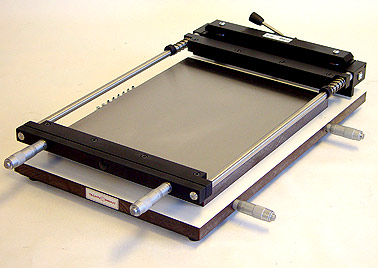
Рисунок 3.3
В качестве паяльной пасты была выбрана SMT. Данная паяльная паста обладает самой низкой ценой, но намного качественней, чем её аналоги.

Рисунок 3.4
Установка КМП
Для установки был выбран вакуумный манипулятор CT-540. Производительность зависит от рабочего, но значительно выше, чем использование пинцета, цена достаточно низкая.

Рисунок 3.5
Пайка КМП
Для пайки была выбрана конвекционная печь камерного типа HA-06. Данной устройство обладает хорошей производительностью при средней для этих устройств цене.

Рисунок 3.6
Контроль
Для входного контроля и контроля пайки была выбрана бестеневая лупа MG4B-4 с подсветкой, который обеспечивает высокий уровень инспекции дефектов, возникающих в мелкосерийном производстве с высоким разрешением.

Рисунок 3.7
В качестве выходного контроля печатного узла был выбран цифровой мультиметр Mastech M830B . Причины – универсальность и низкая цена.

Рисунок 3.8
В качестве выходного контроля микроблока необходимо использовать спектроанализатор. Анализатор спектра Agilent CSA имеет высокие технические характеристики.
 Рисунок
3.9
Рисунок
3.9
Анализатор спектра N1996A имеет:
• Перекрытие по частоте
• Диапазон частот: от 100 кГц до 3 или 6 ГГц
• Источник сигнала AGILENT N1996A : от 10 МГц до 3 или 6 ГГц
• Предусилитель до 3 или 6 ГГц
Высокие рабочие характеристики AGILENT-N1996A:
• Средний уровень собственного шума (DANL) - 156 дБм/Гц
• Наилучший в данном классе приборов динамический диапазон с уровнем точки пересечения третьего порядка (TOI) +18 дБм
• Суммарная амплитудная погрешность ±0,5 дБ (95%)
AGILENT N1996A компактная конструкция:
• Масса (со встроенным источником сигнала, предусилителем и балансным мостом) - 7,5 кг
• Время работы от батареи 2 часа (тип.)
Свойства AGILENT N1996A:
• Самая высокая в данном классе приборов яркость и разрешающая способность экрана индикатора (диагональ 21 см, XGA, 1024 х 768 пикселов)
• Электронно управляемый входной аттенюатор с шагом установки ослабления 1 дБ
• Полосы пропускания AGILENT N1996A от 10 Гц до 200 кГц с шагом установки 1 %; фиксированные полосы пропускания 250, 300 кГц, 1, 3 и 5 МГц
• Интерфейсы USB и LAN
В качестве источника питания был выбран лабораторный источник питания Mastech HY1502D ввиду его низкой цены.

Рисунок 3.10
Установка печатного узла на основание и установка разъемов и крышки, герметизация.
Для установки печатной платы на дно корпуса необходима плоская отвертка для винтов ГОСТ 17473-80, В.М3-6gx4,4.48.010.
Для установки разъемов и трубки (штенгеля) необходим ключ на 12 и пассатижи.
Для формовки перемычки и отрезки определенной длин проволоки необходимы бокорезы и круглогубцы.
Для всех этих операций можно использовать набор инструментов VTSET18, в который включены все инструменты для приведенных выше операций.

Рисунок 3.11
При пайке разъемов, перемычек и при герметизации микроблока, используем припои ПОС-61 и ПОСК50-18.
Герметизация разрабатываемого модуля осуществляется с помощью паяного соединения корпуса и крышки. Паз вместе с проволокой заливается припоем. Для этого выбрана паяльная станция SL-20ESD. Данная паяльная станция имеет множество режимов и снабжена регулятором температуры.
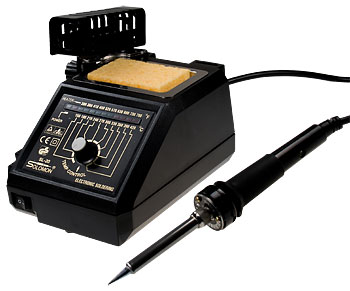
Рисунок 3.12
Плата крепится к корпусу с помощью винтового соединения винтами ГОСТ 17473-80В.М3-6gx4,4.48.010. Между винтом и платой располагается шайба (гровер) ГОСТ 11371-783.04.019.
Перемычка между полосковой линии и разъемами СРГ-884ВФ является фольга ДПРНТ-0,015М, а между линией питания и разъемом СРГ-751ВФ – проволока ТУ16.К71-087-90 длиной 0,05 м.
Проволока, которая укладывается в паз между крышкой и корпусом - ТУ16.К71-087-90, 0,88 мм в сечении.
После этого с помощью баллона с аргоном выкачивается воздух и закачивается аргон.


Рисунок 3.13
Маркировка
В обоих техпроцессах маркировка производится вручную наклеивания этикетки на корпус. Этикетки могут располагаться на верхней и нижней стороне корпуса, не подвергаются действию расплавленного припоя и другим воздействиям. В качестве основы используются следующие высокотемпературные материалы: полиимид, полиэфирамид, полиэстер.
Рисунок 3.14
Для технологического процесса №2
Расконсервация платы
Для отмывки платы от загрязнений используем ультразвуковую ванну. Из перечня оборудования для технологического процесса была выбрана Сапфир-0,5 ТЦ. Данная ванна обладает достаточно хорошей производительностью (20 шт./час), но достаточно дорогая.
 Рис.
3.15
Рис.
3.15
Так же, из перечня средств очистки было выбрано средство STANOL (рис. 3.6), имеет удовлетворительную цену и качество.
Лужение контактных площадок
Из представленного оборудования выбрана паяльная станция SL-20ESD. Данная паяльная станция имеет множество режимов и снабжена регулятором температуры.
Рисунок 3.16
Для первого техпроцесса выбран припой ПОС-61 и ПОСК50-18 в виде проволоки 3 мм. Причина выбора – удобство нанесения на жало паяльной станции, наличие флюса в составе и низкая цена.


Рисунок 3.17
Распаковка, установка и пайка КМП
Для установки был выбран автомат вакуумный манипулятор CT-540. Производительность зависит от рабочего, но значительно выше, чем использование пинцета, цена достаточно низкая.
Для пайки КМП так же используется паяльная станция SL-20ESD.
Контроль
Для входного контроля и контроля пайки была выбрана бестеневая лупа MG4B-4 с подсветкой, который обеспечивает высокий уровень инспекции дефектов, возникающих в мелкосерийном производстве с высоким разрешением.
Рисунок 3.18
В качестве выходного контроля печатного узла был выбран цифровой мультиметр Mastech M830B . Причины – универсальность и низкая цена.
Рисунок 3.19
В качестве выходного контроля необходимо использовать спектроанализатор. Анализатор спектра Agilent CSA имеет высокие технические характеристики.
Рисунок 3.20
Анализатор спектра N1996A имеет:
• Перекрытие по частоте
• Диапазон частот: от 100 кГц до 3 или 6 ГГц
• Источник сигнала AGILENT N1996A : от 10 МГц до 3 или 6 ГГц
• Предусилитель до 3 или 6 ГГц
Высокие рабочие характеристики AGILENT-N1996A:
• Средний уровень собственного шума (DANL) - 156 дБм/Гц
• Наилучший в данном классе приборов динамический диапазонт с уровнем точки пересечения третьего порядка (TOI) +18 дБм
• Суммарная амплитудная погрешность ±0,5 дБ (95%)
AGILENT N1996A компактная конструкция:
• Масса (со встроенным источником сигнала, предусилителем и балансным мостом) - 7,5 кг
• Время работы от батареи 2 часа (тип.)
Свойства AGILENT N1996A:
• Самая высокая в данном классе приборов яркость и разрешающая способность экрана индикатора (диагональ 21 см, XGA, 1024 х 768 пикселов)
• Электронно управляемый входной аттенюатор с шагом установки ослабления 1 дБ
• Полосы пропускания AGILENT N1996A от 10 Гц до 200 кГц с шагом установки 1 %; фиксированные полосы пропускания 250, 300 кГц, 1, 3 и 5 МГц
• Интерфейсы USB и LAN
В качестве источника питания был выбран лабораторный источник питания Mastech HY1502D ввиду его низкой цены.
Рисунок 3.21
Установка печатного узла на основание и установка разъемов и крышки, герметизация.
Для установки печатной платы на дно корпуса необходима плоская отвертка для винтов ГОСТ 17473-80, В.М3-6gx4,4.48.010.
Для установки разъемов и трубки (штенгеля) необходим ключ на 12 и пассатижи.
Для формовки перемычки и отрезки определенной длин проволоки необходимы бокорезы и круглогубцы.
Для всех этих операций можно использовать набор инструментов VTSET18 , в который включены все инструменты для приведенных выше операций.

Рисунок 3.22
Герметизация разрабатываемого модуля осуществляется с помощью паяного соединения корпуса и крышки. Паз вместе с проволокой заливается припоем. Для этого так же выбрана паяльная станция SL-20ESD.
При пайке разъемов, перемычек и при герметизации микроблока, используем припои ПОС-61 и ПОСК50-18.
Плата крепится к корпусу с помощью винтового соединения винтами ГОСТ 17473-80В.М3-6gx4,4.48.010. Между винтом и платой располагается шайба (гровер) ГОСТ 11371-783.04.019.
Перемычка между полосковой линии и разъемами СРГ-884ВФ является фольга ДПРНТ-0,015М, а между линией питания и разъемом СРГ-751ВФ – проволока ТУ16.К71-087-90 длиной 0,05 м.
Проволока, которая укладывается в паз между крышкой и корпусом - ТУ16.К71-087-90, 0,88 мм в сечении.
После этого с помощью баллона с аргоном выкачивается воздух и закачивается аргон.

Рисунок 3.23
Маркировка
В обоих техпроцессах маркировка производится вручную наклеивания этикетки на корпус. Этикетки могут располагаться на верхней и нижней стороне корпуса, не подвергаются действию расплавленного припоя и другим воздействиям. В качестве основы используются следующие высокотемпературные материалы: полиимид, полиэфирамид, полиэстер.
Рисунок 3.24