

Вопрос 45. Полистная высечка.
Полистовая высечка применяется при производстве самоклеящихся этикеток и различных видов упаковки. Инструментами для полистовой высечки служат плоские или ротационные ножи-штампы.
Полистовая высечка производится на тигельных и ротационных прессах. Операционные автоматические тигельные прессы широко используются при производстве картонной упаковки. Ротационные секции высечки встраиваются в печатно-отделочные линии. При мелкосерийном и единичном производстве картонных коробок широкое распространение получили так называемые челночные устройства, в которых штамп с уложенной на него заготовкой прокатывается через ротационную печатную пару.
Вопрос 46. Биговка, рицовка, фальцовка, перфорирование. Назначение, оборудование.
Биговка — нанесение на материал линий сгибов в виде выдавленных канавок, по которым в дальнейшем будет производиться фальцовка. Биговка предназначена для снижения жесткости упаковочного материала по линиям будущих сгибов. Инструментами для биговки служат биговальный нож и биговальная матрица. Биговка может быть как плоской, так и ротационной.
Перфорация — высечка цепочки отверстий небольшого размера. Она может служить для облегчения фальцовки упаковки за счет удаления излишков материала с фальца. Обычно перфорация выполняется дисковым зубчатым ножом.
Рицовка — выполнение надреза поверхности материала. Рицовку выполняют в местах склейки деталей упаковки. Благодаря проникновению клея в надрез достигается повышение прочности клеевого скрепления.
Фальцовка (типографск.) — это процесс складывания листов в тетради определенного объема и формата с соблюдением последовательного расположения страниц в сфальцованной тетради для получения книжных и брошюрных изданий. Сама линия сгиба называется фальцем.
Вопрос 47. Состава штанцформы и назначение ее элементов.
Штанцевание — совокупность технологических операций, обеспечивающих придание этикеточной и упаковочной продукции необходимой формы, формирование конструктивных элементов упаковки. Качество выполнения штанцевания определяет точность геометрических размеров этикетки и упаковки. В процессе штанцевания могут выполняться следующие операции:
высечка контура этикетки или развертки упаковки;
биговка линий сгибов на развертке упаковки;
перфорация;
рицовка.
Вопрос 48. Обработка отпечатанных листов перед отделочными и бп процессами. Вопрос 49. Что и каким образом влияет на точность разрезки листов в стопе?
Отклонение угла заточки ножа от установленных норм снижает качество разрезки и приводит к преждевременному износу, а иногда и к поломке отдельных деталей машины.
Следующим фактором, оказывающим большое влияние на работу одноножевых резальных машин, является характер движения ножа в вертикальной плоскости.
Вопрос 50. Формы и угол заточки ножа в бумагорезательных машинах.
В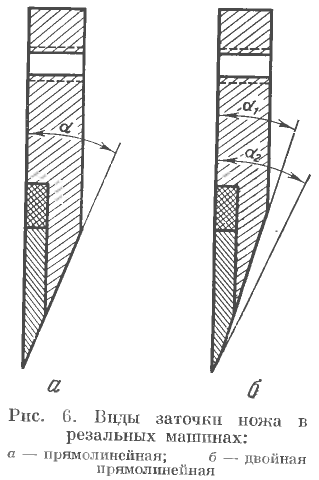 зависимости от характера разрезаемой
продукции (бумаги, картона, ткани и т.д.)
лезвие ножа в резальных машинах может
иметь различный угол и форму заточки.
Существуют две различные формы заточки
ножа — прямолинейная и двойная
прямолинейная (рис. 6).
зависимости от характера разрезаемой
продукции (бумаги, картона, ткани и т.д.)
лезвие ножа в резальных машинах может
иметь различный угол и форму заточки.
Существуют две различные формы заточки
ножа — прямолинейная и двойная
прямолинейная (рис. 6).
Наиболее распространена прямолинейная форма заточки ножа (рис. 6, а), которая при своей высокой устойчивости и простоте обеспечивает хорошее качество разрезки листов.
Двойная прямолинейная заточка (рис. 6, б) наряду с преимуществом имеет и ряд недостатков. К преимуществу относятся лучшие условия отодвигания отрезаемой части стопы, а к недостаткам — сложность достижения такой заточки.
Отклонение угла заточки ножа от установленных норм снижает качество разрезки и приводит к преждевременному износу, а иногда и к поломке отдельных деталей машины.
Т упой
нож приводит к неровному резу, вытягиванию
листов из стопы и повышенной пылимости
бумаги, а также к перегрузке привода
машины. Поэтому перетачивать нож лучше
своевременно, ведь, кроме всего прочего,
при меньшем износе уменьшается количество
снимаемой стружки, что увеличивает срок
службы ножа. Затупившийся нож можно
распознать по темной окраске поверхности
среза и ее шероховатости, сцепленным
кромкам листов, а при работе с толстой
бумагой или картоном - по щелчку,
раздающемуся, когда нож доходит до
нижнего листа.
упой
нож приводит к неровному резу, вытягиванию
листов из стопы и повышенной пылимости
бумаги, а также к перегрузке привода
машины. Поэтому перетачивать нож лучше
своевременно, ведь, кроме всего прочего,
при меньшем износе уменьшается количество
снимаемой стружки, что увеличивает срок
службы ножа. Затупившийся нож можно
распознать по темной окраске поверхности
среза и ее шероховатости, сцепленным
кромкам листов, а при работе с толстой
бумагой или картоном - по щелчку,
раздающемуся, когда нож доходит до
нижнего листа.
Правильная заточка ножа - это прямолинейная кромка и строгий профиль (угол заточки и виртуальный радиус закругления острия). У заточенного ножа радиус закругления 4-5 мкм. Оптимальный угол заточки (рис. 7) зависит от разрезаемого материала и, для большинства бумаг, лежит в пределах от 22 до 24 градусов. Для твердого картона, целлулоида и ацетатной пленки лучший угол 26 градусов. Большие углы приводят к большим силам резания и износу ножа. Меньшие - к уменьшению жесткости и прочности лезвия, и также к большему износу ножа. Практически, если на резальной машине приходиться обрабатывать разные материалы, то лучше точить нож под угол 24 градуса.
Иногда ножи затачивают под двойным углом с разницей 3-5 градусов, с фаской шириной 2-4 мм. Это улучшает условия резания и стойкость ножа, снижает усилия резания. Углы заточки не зависят от материала режущей кромки. В настоящее время ножи из углеродистой стали практически не применяются, их сменили ножи со вставками из легированной быстрорежущей стали или твердого сплава. Твердосплавные ножи в 2-2.5 раза дороже быстрорежущих, но зато вчетверо более стойкие. Их заточка сложнее и требует специального шлифовального станка.