

20. Решение разм. Цепей методом полной взаимозаменяемости
Метод полной взаимозаменяемости, при этом методе точность замыкающего звена обеспечивается у всех изделий без исключений, без предварительного подбора или пригонки звеньев даже при самых неблагоприятных условиях, а сочетание размеров звеньев и точность замыкающего звена должна быть обеспечина.
Алгоритм решения расчётной цепи:
1. Составляется схема размерной цепи по сборочному чертежу или чертежу детали
2. Определяются увелич. и уменьш. звенья расч. цепи
3. Определяются параметры замыкающего звена (номинально значение, предельное отклонение, допуск, середина поля допуска)
4. Опред. номинальные значения составляющих звеньев:
5.Опред. средний допуск:
![]()
6. Назначаем допуски на составляющие звенья близкие к среднему допуску, кроме одного составляющего звена
7. Опред. допуск неизвестного звена:
8. Опред. предельные отклонения на составляющие звенья кроме одного
9. Опред. середину поля допуска неизвестного звена:
10. Опред. предельные отклонения неизвестного звена:
![]()
![]()
11. Представляются результаты расчётов
12. Выполняется проверка
При решении данным методом допуски на составляющие звенья получаются небольшие, поэтому этот метод применяется для цепи с небольшим кол-вом звеньев (до 5).
21. Решение разм. цепей теоретико-вероятностным методом

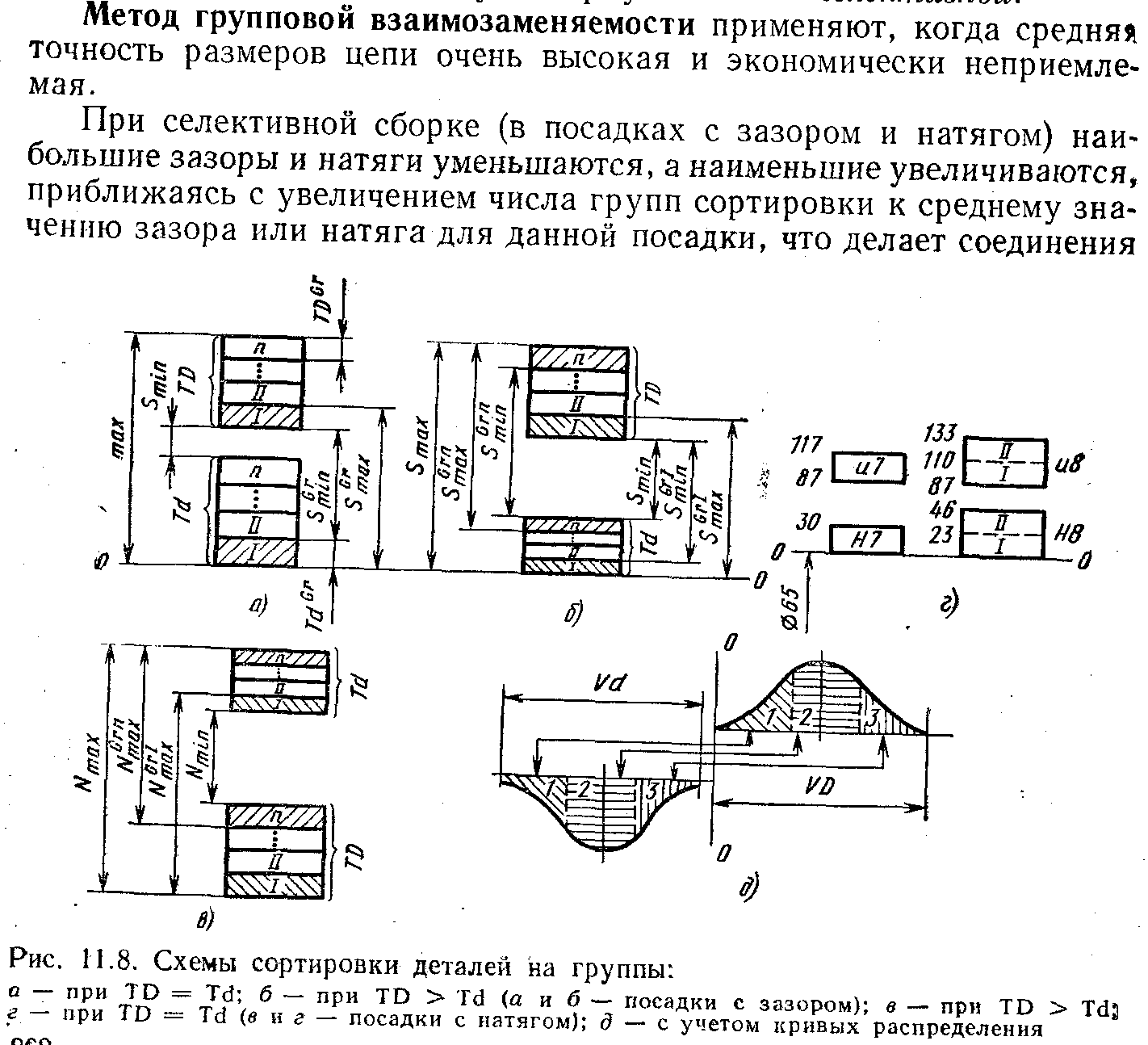
22. Решение разм. цепей методом групповой взаимозаменяемости

23. Решение разм. цепей методом регулирования и пригонки




24. Погрешности формы цилиндрических поверхностей






27. Шероховатость поверхностей и ее параметры Ra Rz Rmax Sm S tp:
Шероховатость – это совокупность микронеровностей с относительно малыми шагами, обозначающими рельеф детали и расположенные в пределах базовой длины L.
Причины возникновения: 1) Геом процесса резанья или обработки. 2) Упругие деформации в процессе обработки. 3) Вибрация в процессе обработки.
Основные параметры шерохов:
Ra (среднее арифметич отклонение профиля) – это среднее арифметич абсолютных значений отклонения профиля в пределах базовой длины.
Где n – кол-во точек профиля, Yi – отклон профиля от средней линии.
Rz – это сумма средн арифм абсолютных значений точек (5 наибольших max и 5 наибольших min) находящихся в пределах базовой длины.
Rmax (наибольшая высота неровностей профиля) – это расстояние между линией выступов и линией впадин профиля в пределах базовой длины.
Sm – средний неровностей по средней линии.

Tp (относительная опорная длина профиля) – это отношение суммы длин отрезков, отсекаемых в пределах базовой длины в материале детали, линией равноудаленной от средней линии и расположенной на заданном расстоянии от линии выступов профиля.
28. Обозначение шероховатости на чертежах. Контроль шероховатости.




На рабочих местах шероховатость контролируется с помощью оборудования шероховатости.
2 5. Причины возникновения погрешностей формы цилиндрических деталей. Комплексный показатель погрешности формы цилиндрических поверхностей. Отклонение формы плоских поверхностей. Контроль.
Отклонение формы плоских поверхностей:
Отклонение от плоскости определяют как наибольшее расстояние ∆ от точек реальной поверхности до прилегающей плоскости в пределах нормируемого участка. Поле допуска плоскости – область в пространстве, ограниченная двумя параллельными плоскостями, отстоящими одна от другой на расстоянии, равном допуску плоскостности Т. Частными видами отклонений от плоскости являются выпуклость и вогнутость. Отклонение от прямолинейности в плоскости определяют как наибольшее расстояние ∆ от точек реального профиля до прилегающей прямой.