

7.Основные и комбинированные, рекомендуемые и предпочтительные. Обозначение на чертежах допусков и посадок.
Основные – это посадки выполняемые в системе вала или отверстия в одном квалитете точности. H9/F9- система отверстия; F7/h7 - система вала.
Комбинированная – это посадка выполняемая в разных квалитетах точности, либо получена сочетанием неосновных деталей: N9/h8. Применяют комбинированные посадки когда необходимо приблизить расчетные значения зазоров или натягов к табличным.
Предпочтительные посадки обеспечивают уменьшение номенклатуры режущих инструментов. Указываются по ГОСТу. Предпочтительные поля допусков выделяются более жирным шрифтом.
Обозначение допусков формы и расположения
Вид допуска
|
Условное обозначение формы и расположения
|
Группа допуска
|
Допуск отклонения от рямолинейности Допуск отклонения от плоскостности Допуск отклонения от круглости Допуск отклонения от цилиндричности Допуск отклонения от профиля продольного сечения
|
|
Допуски формы
|
Допуск отклонения от параллельности Допуск отклонения от перпендикулярности Допуск отклонения от наклона Допуск отклонения от соосности Допуск отклонения от симметричности Позиционный допуск Допуск отклонения от пересечения осей
|
|
Допуски расположения
|
Допуск радиального биения Допуск торцевого биения Допуск биения в заданном направлении
|
|
Допуски формы и располо- жения (суммар- ные от- клонения)
|
Допуск полного радиального биения Допуск полного торцевого биения
|
|
|
Допуск отклонения от формы заданного профиля Допуск отклонения от формы заданной поверхности |
|


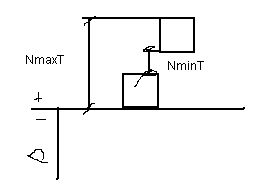
8. Расчет и выбор посадок с гарантированным зазором для соединений работающих в условиях жидкостного трения.
 Расчёт
и выбор посадок зазором.
Расчёт
и выбор посадок зазором.
1-вкладыш, 2- цапфа (вал)
Г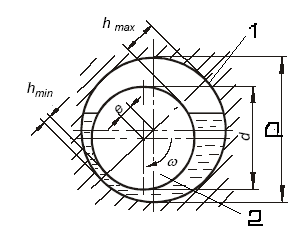 идродинамическая
смазка- это
процесс смазки, в котором трение
поверхностей деталей металл по металлу
заменяется трением внутри смазки. S-
зазор, е – абсолютный эксцентриситет,
т.е. конкретная величина в мм. Х -
относительный эксцентриситет.
идродинамическая
смазка- это
процесс смазки, в котором трение
поверхностей деталей металл по металлу
заменяется трением внутри смазки. S-
зазор, е – абсолютный эксцентриситет,
т.е. конкретная величина в мм. Х -
относительный эксцентриситет.
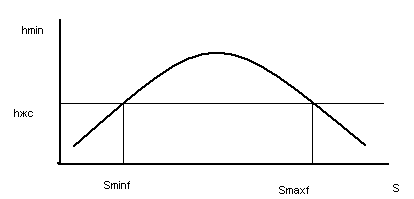
Х=2l/S (1), hmin=0,5S – e (2). Из (1) подст. в (2): hmin=0,5S(1-X) (3), S=2hmin/(1-X) (4)
hжс – минимальная толщина пленки при которой обеспечивается жидкостная смазка, SminF – миним. зазор при котором уже жидкостная смазка, SmaxF – ещё сохраняется жидкостная смазка. hжс=K(Rza+Rzb+∆) (5), K- коэф. запаса(=2), Rza,b – шероховатость поверхностей отверстия и вала по критерию Rz,∆- добавка, учитывающая возможность отклонения режимов работы соединений от нормального, учитывает мех. включения в масле.
Подст. (5) в (4): SminF=2hжс/(1-X) (6)
SmaxF=(55*10-3*µ n l d3)/(R hжс), где µ-динамическая вязкость смазки, n- частота вращения цапфы, l- рабочая длина подшипника, d- номинальный диаметр соединения, R- нагрузка на опору подшипника.
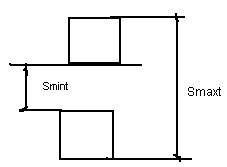
SminF ≤ SminT
SmaxF >SmaxT
Расчёт и выбор посадок с гарантированным натягом.
Расчет посадок с натягом выполняется с целью: обеспечить прочность соединения, обеспечить прочность сопрягаемых деталей.
М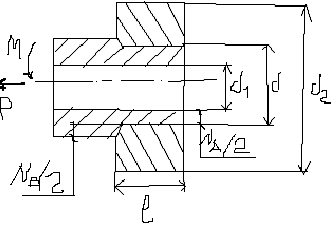 инимальный
натяг в соединении должен обеспечить
заданную нагрузку без разрушения.
Максимальный натяг обеспечив. прочность
деталей соединения при их соединении
или их сборке. N-натяг
соединения. N=NA+NB.
инимальный
натяг в соединении должен обеспечить
заданную нагрузку без разрушения.
Максимальный натяг обеспечив. прочность
деталей соединения при их соединении
или их сборке. N-натяг
соединения. N=NA+NB.
N=Pd((CA-µA)/EA+(CB+µB)/EB),P-удельное контактное давление на поверхности детали после запрессовки, CA, CB-конструктивные коэф., определяющие жёсткость деталей; µA, µB- коэф. Пуассона для отв. и валов; EA, EB- модуль упругости 2-го рода.
T = √((2Mкр/d)2+P2)
NminF = ((√((2Mкр/d)2+P2)/πlf)* ((CA-µA)/EA+(CB+µB)/EB).
Разрушение – это наличие пластических деформаций на сопрягаемых поверхностях соединения, появляющихся при натягах превышающих расчётные. Для этого случая удельное контактное давление не должно превышать величины определ. зависимостью: -для вала Pдоп≤0,58σт[1-(d1/ d) ²];- для втулки Pдоп=0,58σт[1-( d / d2) ²] Nmax=Pдоп*d*((CA-µA)/EA+(CB+µB)/EB)
В связи с тем, что в процессе сборки происходит смятие неровностей (шероховатостей) поверхностей вала и втулки, что равноценно уменьшению натяга в соединении. В расчётные соединения вносим поправку:URZ = 2(KARZA + KBRZB), KA, KB - коэф. определяющие какая часть шероховатостей по высоте сминается; Ut = (αA ∆tA – αB ∆tB)d, Ut – учитывает тепловые деформации в соединении, если температура сборки и работы соед. резко отличаются; αA,B- коэф. линейного расширения; ∆tA,B-температурное отклонение. Uуд(d1/d;d/d2) – учитывает ослабление натяга у торцов охватывающей детали. Nmin.ф= Nmin +URZ+Ut , Nmax.ф= (Nmax +Ut+URZ)Uуд
По рассчитанным натягам выбираем посадку
Nmin.т>Nmin.ф;Nmax.т<Nmax.ф