

1 Понятие о номинальном, действительном размере. Предельные размеры, отклонения, допуск.
Номинальный размер — размер, который служит началом отсчета отклонений и относительно которого определяют предельные размеры. Для деталей, составляющих соединение, номинальный размер является общим. Для деталей, составляющих соединение, номинальный размер является общим. Номинальные размеры находят расчетом их на прочность и жесткость, а также исходя из совершенства геометрических форм и обеспечения технологичности конструкций изделий.
Действительный размер — размер, установленный измерением с допускаемой Погрешностью.
Предельные размеры детали — два предельно допускаемых размера, между которыми должен находиться или которым может быть равен действительный размер годной детали. Больший из них называют наибольшим предельным размером, меньший — наименьшим предельным размером. Сравнение действительного размера с предельными дает возможность судить о годности детали.
Допуск Т размера — разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т. е. заданную точность изготовления. С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается.
Для упрощения допуски можно изображать графически в виде полей допусков. При этом ось изделия всегда располагают под схемой. Поле допуска — поле, ограниченное верхним и нижним отклонениями.
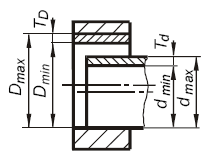
Для упрощения чертежей введены предельные отклонения от номинального размера: верхнее предельное отклонение ЕS, еs— алгебраическая разность между наибольшим предельным и номинальным размерами; нижнее предельное отклонение Е1, еi — алгебраическая разность между наименьшим предельным и номинальным размерами. Для отверстия ЕS = Dmax — D; Е1 = Dmin — D.
Для вала еs = dmax — D, еi = dmin — D. Действительным отклонением называют алгебраическую разность между действительным и номинальным размерами. Отклонение является положительным, если предельный или действительный размер больше номинального, и отрицательным, если указанные размеры меньше номинального.
2 Понятие о допуске, поле допуска, графическое изображение полей допусков.
Допуск Т размера — разность между наибольшим и наименьшим предельными размерами или абсолютное значение алгебраической разности между верхним и нижним отклонениями. Допуск всегда положителен. Он определяет допускаемое поле рассеяния действительных размеров годных деталей в партии, т. е. заданную точность изготовления. С увеличением допуска качество изделий, как правило, ухудшается, но стоимость изготовления уменьшается.
Для упрощения допуски можно изображать графически в виде полей допусков. При этом ось изделия всегда располагают под схемой. Поле допуска — поле, ограниченное верхним и нижним отклонениями.
Поле допуска – поле, ограниченное наибольшим и наименьшим предельными размерами и определяемое величиной допуска и его положением относительно нулевой линии, соответствующей номинальному размеру.
Графическое изображение полей допусков посадки с зазором приведено на рис. 1.1, в.
Чем уже поле между верхним и нижним отклонениями, тем выше при прочих равных условиях степень точности, которая обозначается цифрой и называется квалитетом.
Положение допуска относительно нулевой линии определяется основным отклонением – одним из двух предельных отклонений, ближайшим к нулевой линии, и обозначается одной из букв (или их сочетаний) латинского алфавита. Прописные буквы относятся к отверстиям, а строчные – к валам.
Таким образом, поле допуска обозначается сочетанием буквы, указывающей на положение допуска относительно нулевой линии, с цифрой, говорящей о степени точности – величине допуска.
П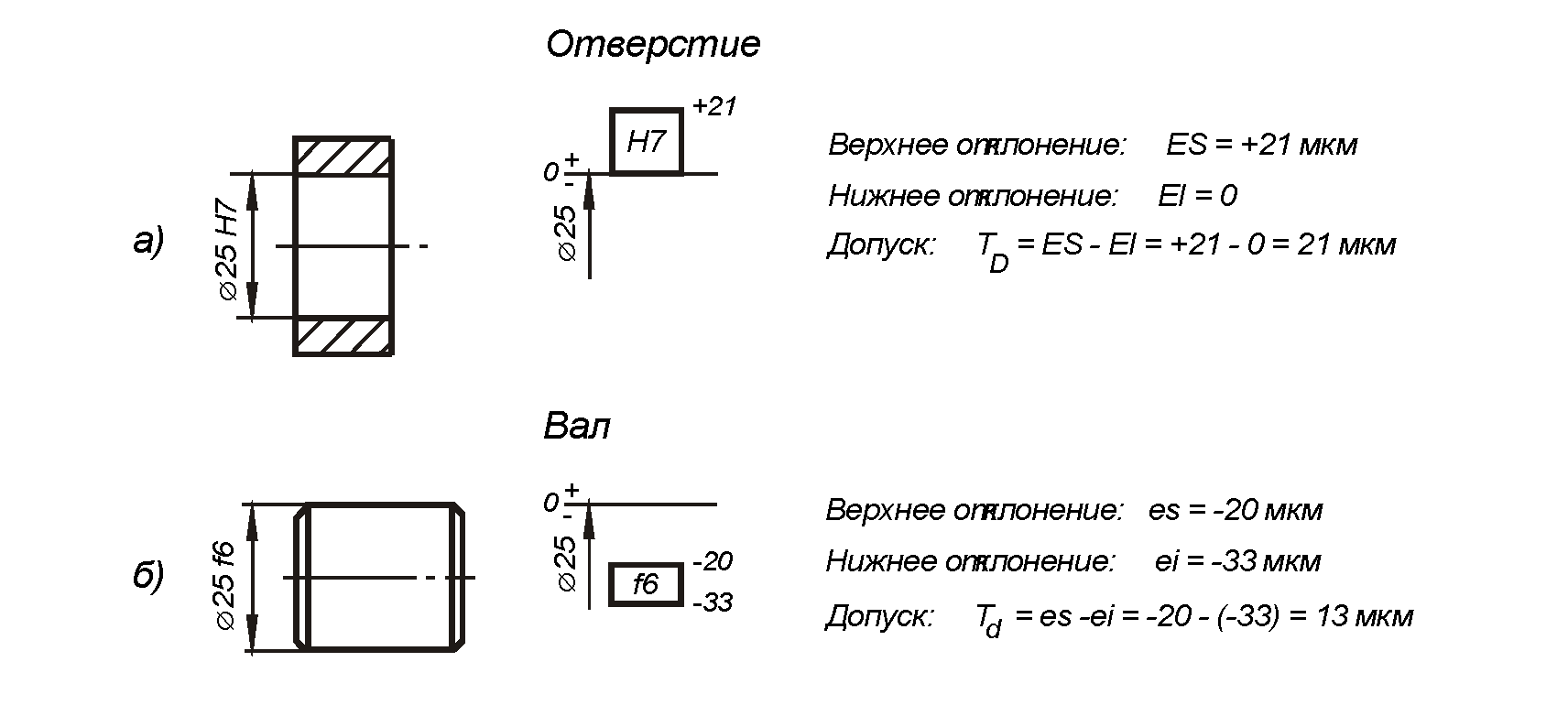 римеры
обозначения на чертеже полей допусков
и схемы их построения для отверстия и
вала, а также значения отклонений и
расчет допусков приведены на рис. 1.2, а,
римеры
обозначения на чертеже полей допусков
и схемы их построения для отверстия и
вала, а также значения отклонений и
расчет допусков приведены на рис. 1.2, а,