

Капитальный ремонт станка модели 2620 / Инфо про станок
.docx2620, 2620А, 2622, 2622А Горизонтально-расточные станки Схемы, описание, характеристики
Производитель станка 2620, 2620А, 2622, 2622А Ленинградский станкостроительный завод им. Свердловаоснованный в 1868 Дж. Мюргедом.
С 1949 предприятие тяжёлого станкостроения. Начал выпуск металлорежущих станков собственной конструкции (горизонтально-расточных, координатно-расточных, копировально-фрезерных, типа «обрабатывающий центр» и др.
В 1962 на базе завода создано Ленинградское станкостроительное производственное объединение.
Объединение обладает замкнутым технологическим циклом, имеет литейное, заготовительное, гальваническое производства, все виды механической обработки, стендовую сборку станков, малярные и упаковочные участки.
В 2003 г. в отношении предприятия была возбуждена процедура банкротства
В 2004 г - банкротство завода. Торговая марка продана предприятию Киров-Станкомаш, ООО
Горизонтально-расточные станки
Расточные станки предназначаются для обработки деталей в условиях единичного и серийного производств. Это - широкоуниверсальные станки, на которых можно производить черновое и чистовое растачивание отверстий, обтачивание наружных цилиндрических поверхностей и торцов отверстий, сверление, зенкерование и развертывание отверстий, фрезерование плоскостей, нарезание резьбы и другие операции. Большое разнообразие различных видов обработки, производимых на расточных станках, позволяет в ряде случаев проводить полную обработку детали без перестановки ее на другие станки, что особенно важно для тяжелого машиностроения.
Характерной особенностью расточных станков является наличие горизонтального (или вертикального) шпинделя, который совершает движение осевой подачи. В шпинделе крепится режущий инструмент - борштанга с резцами, сверло, зенкер, фреза, метчик и др. В последнее время широкое применение начинают получать расточные станки с программным управлением, что сокращает время на переналадку станка, повышает производительность труда и улучшает качество обработки.
В зависимости от характера выполняемых операций, назначения и конструктивных особенностей расточные станки можно подразделить на универсальные и специализированные. В свою очередь, универсальные станки разделяются на
станки горизонтально-расточные
координатно-расточные
станки алмазно-расточные (отделочно-расточные)
Для всех типов станков наиболее существенным параметром, определяющим все основные размеры станка, является диаметр расточного шпинделя.
Формообразующими движениями в расточных станках являются: вращение шпинделя и движение подачи. Подача сообщается либо инструменту, либо заготовке, в зависимости от условий обработки. Вспомогательными движениями являются:
установочные перемещения шпиндельной бабки в вертикальном направлении
установочные перемещения стола в продольном и поперечном направлениях
установочное перемещение задней стойки с люнетом, перемещение люнета по стойке и т. д
Горизонтально-расточные станки бывают трех видов:
с неподвижной передней стойкой
с передней стойкой, передвигающейся в одном направлении
с передней стойкой, передвигающейся в двух направлениях
Расточные станки с диаметром шпинделя до 125 мм изготовляются с неподвижной передней стойкой и поворотным столом, перемещающимся в продольном и поперечном направлениях.
Тяжелые расточные станки с диаметром шпинделя свыше 125 мм имеют переднюю стойку, перемещающуюся в одном или двух направлениях.
Самые крупные расточные станки с диаметром шпинделя свыше 220 мм изготовляются с передней стойкой, перемещающейся в продольном и поперечном направлениях, и неподвижной плитой, предназначенной для установки обрабатываемых деталей.
Наиболее распространенными из горизонтально-расточных станков являются гамма станков моделей 2620, 2620А, 2622 и 2622А с неподвижной передней стойкой.
Горизонтально-расточные станки 2620, 2620А, 2622 и 2622А
Станки моделей 2620, 2620А, 2622 и 2622А (общего размера) предназначены для обработки корпусных деталей, имеющих точные отверстия, связанные между собой точными расстояниями.
Наибольший вес обрабатываемой детали (при равномерно распределенной нагрузке на стол станка) 2000 кг.
На станках может производиться: сверление, растачивание, зенкерование, развертывание отверстий, обтачивание торцов радиальным суппортом (модели 2620 и 2620А), фрезерование торцовыми фрезами и нарезание внутренней резьбы расточным шпинделем, а также нарезание резьбы радиальным суппортом (модели 2620 и 2620А) при продольном движении стола.
Станки моделей 2620 и 2620А имеет радиальный суппорт на встроенной планшайбе и нормальный выдвижной шпиндель диаметром 90 мм и отличаются большей универсальностью. Они, преимущественно, предназначаются для работ, требующих применения радиального суппорта при обтачивании торцовых поверхностей и при консольном растачивании отверстий больших диаметров.
Станки моделей 2622 и 2622А имеет усиленный выдвижной шпиндель диаметром 110 мм без радиального суппорта отличаются повышенной жесткостью и виброустойчивостью шпиндельной системы и имеют преимущество перед другими станками при работах, не требующих применения радиального суппорта.
В зависимости от требований, предъявляемых к отсчету и установке по координатам, станки имеют два исполнения;
с оптическим устройством
с механизмом точного электроостанова
Станки моделей 2620 и 2622 имеют оптические экраны (цена деления 0,01 мм) преимущественно предназначаются для работ в механических и инструментальных цехах при необходимости получения повышенной точности отсчета координат.
Станки моделей 2620А и 2622А имеет нониусную шкалу (шкала ́- но́ниус) (цена деления 0,05 мм) и механизм точного электроостанова предназначены для широкого применения в механических цехах.
Механизм электроостанова позволяет производить повторную установку координат по упорам с точностью до 0,05 мм, что в значительном ряде случаев исключает необходимость применения дорогостоящих кондукторов при обработке партий повторяющихся деталей.
По сравнению с ранее выпускавшимися моделями станок модели 2620 имеет следующие особенности:
Для повышения жесткости и точности в станке имеются механизмы зажима поворотного стола, задней стойки, люнета, верхних поперечных салазок стола, нижних продольных салазок стола на направляющих станины, шпиндельной бабки на направляющих передней стойки и расточного шпинделя на направляющих хвостовой части шпиндельной бабки.
Применено бесступенчатое изменение величин подач.
Имеется отдельный электродвигатель, которым можно производить быстрый поворот стола.
Применен однорукояточный селективный механизм с импульсным устройством для переключения рукояткой 20 скоростей вращения шпинделя и планшайбы.
Имеется блокировка селективного механизма переключения скоростей с электровариатором 19 для изменения скорости минутных подач, вследствие которого подачи на каждый оборот шпинделя (или планшайбы) при изменении их частот вращения остаются без изменения.
Применены специальные механические и электрические блокировочные устройства, предохраняющие станок от неправильных включений.
Предусмотрено автоматическое выключение подач при крайних положениях стола и шпиндельной бабки.
Модификации горизонтально-расточного станка 2620
2620А, 2620Е, 2620Д, 2А620-1, 2А620ф1, 2А620Ф11, 2А620Ф2, 2А620Ф2-1 - горизонтально-расточные станки производства станкостроительного завода "Свердлов"
2620В, 2620Г, 2620ВФ1, 2620ВФ11, 2620ГФ1 - горизонтально-расточные станки производства Ивановского завода тяжелого станкостроения ИЗТС
2А620-2, 2А620Ф1-2, 2А620Ф20-2 - горизонтально-расточные станки производства Чаренцаванского станкостроительного завода
Габарит рабочего пространства горизонтально-расточного станка 2620, 2620А
Расположение составных частей горизонтально-расточного станка 2620, 2620А, 2622, 2622А

Общий вид и компоновка станка показаны на рис. 32.
Основными узлами станка являются: станина 28, передняя стойка 21, шпиндельная бабка 22, стол 10, задняя стойка 5 с люнетом 3, планшайба 13, радиальный суппорт 14, шкаф 24 с электрооборудованием, электромашинный агрегат 25.
Детали для обработки устанавливаются на поворотный стол 8.
Обрабатывающий инструмент помещается либо на оправки, закрепленные во внутреннем конусе шпинделя 15, либо на резцедержатель, установленный на радиальный суппорт 14.Инструмент, предназначенный для обработки длинных отверстий, устанавливается в длинные оправки (борштанги), правая сторона которых закрепляется во внутреннем конусе шпинделя 15, а левая вращается (и может одновременно перемещаться в осевом направлении) во вкладышах люнета 3.
Перемещение шпинделя станка в заданную координату производится за счет следующих двух установочных движений:
перемещения поперечных салазок 7 и обрабатываемой детали в поперечном (горизонтальном) направлении. Измерение этой величины перемещения производится грубо (с точностью до 0,05 мм) по линейке с нониусом 11 и более точно (с точностью до 0,01 мм) по оптическому экрану 9;
вертикального перемещения шпиндельной бабки 22 и обрабатывающего инструмента. Измерение этой величины перемещения производится грубо (с точностью до 0,05 мм) по линейке 18 и нониусу 17 и точно (с точностью до 0,01 мм) по оптическому экрану 16.
При работе на горизонтально-расточных станках пользуются следующими видами подач:
для обработки цилиндрических отверстий — осевой подачей шпинделя, а иногда продольной подачей стола;
для фрезерования торцовых поверхностей деталей — поперечной подачей стола или вертикальной подачей шпиндельной бабки;
для обработки резцом торцовых поверхностей деталей, проточки канавок или расточки камер в отверстиях — радиальной подачей суппорта;
для нарезания резьбы резцом — осевой подачей шпинделя, равной шагу нарезаемой резьбы.
Расположение органов управления горизонтально-расточным станком 2620, 2620А
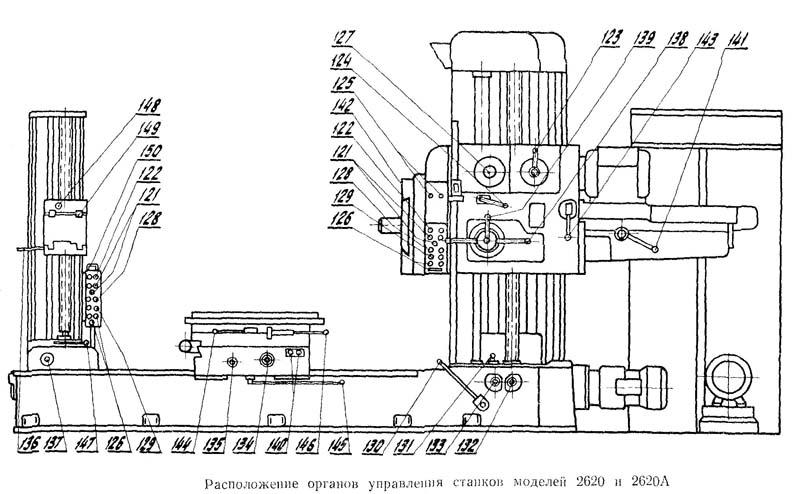
Перечень органов управления горизонтально-расточным станком 2620, 2620А
Пуск, реверс и остановка вращения шпинделя
Толчковый проворот шпинделя
Переключение скоростей однорукояточным селективным механизмом
Включение и отключение планшайбы
Пуск и остановка электроагрегата
Пуск и остановка подачи
Выбор величины подачи электрическим вариатором
Пуск быстрых перемещений
Пуск установочных перемещений
Установка на поперечное перемещение стола и на вертикальное перемещение шпиндельной бабки
Установка на продольное перемещение стола
Перемещение шпиндельной бабки от руки
Продольное перемещение стола от руки
Поперечное перемещение стола от руки
Установочный поворот стола от руки
Корректировка положения люнета
Перемещение задней стойки от руки
Перемещение шпинделя от руки и установка шпинделя на подачу
Перемещение радиального суппорта планшайбы от руки и установка его на подачу
Быстрый установочный поворот стола
Зажим шпинделя
Зажим радиального суппорта планшайбы
Зажим шпиндельной бабки
Зажим поперечных саней стола
Зажим продольных саней стола
Зажим поворотного стола
Зажим задней стойки
Зажим люнета
Зажим втулки люнета
Переносный пульт. Дублирует движения 121; 122; 126; 128; 129
Кинематическая схема горизонтально-расточного станка 2620, 2620А, 2622, 2622А
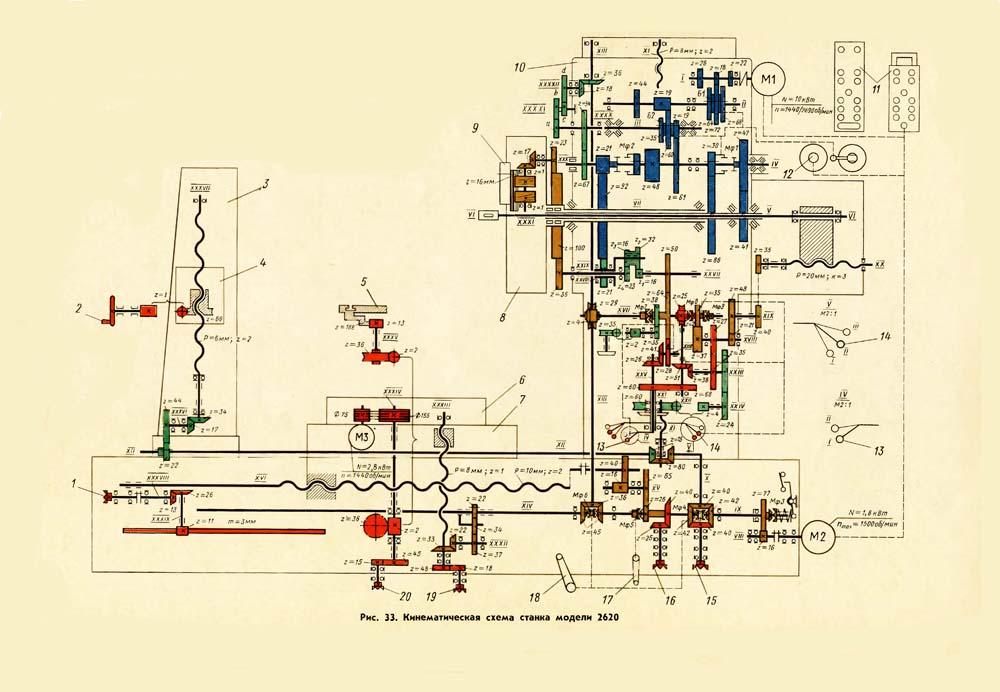
Кинематическая цепь привода главного движения. Так как режущий инструмент может устанавливаться на оправки, которые крепятся в конусе шпинделя, и на суппорт планшайбы, то вращение может сообщаться как шпинделю, так и планшайбе. В обоих случаях двухскоростной электродвигатель M1, управляемый с пульта 11, через кинематическую цепь с двумя трехвенцовыми блоками Б1 и Б2 вращает с 18 ступенями частот вал IV.
Вращение шпинделя VI. От вала IV через двухступенчатую зубчатую передачу, переключаемую муфтой Мф1, вращение передается валу V и шпинделю VI. Шпиндель VI может перемещаться в осевом направлении внутри полого вала V.
Конструкция и характеристика работы основных узлов станка
Станина 28 (рис. 32) служит для крепления станка к фундаменту и для перемещения по ее направляющим стола 10 и задней стойки 5. Станина имеет коробчатую форму сечения с внутренними ребрами жесткости. На правой стороне станины крепится фланцевый электродвигатель постоянного тока для осуществления подач и ускоренных холостых ходов рабочих частей станка.
Передняя стойка 21 жестко закреплена на правой расширенной стороне станины. На передней стойке имеются вертикальные направляющие для движения шпиндельной бабки 22,
Масса шпиндельной бабки уравновешена грузом, соединенным с нею тросом, перекинутым через два блока.
Шпиндельная бабка 22 имеет форму закрытой коробки, к которой крепятся и в которой располагаются следующие узлы: электродвигатель привода главного движения, коробка скоростей, шпиндельный блок, хвостовая часть 23 шпиндельной бабки, планшайба 13 с радиальным суппортом 14, рукоятки и механизмы управления станком.
Зажим расточного шпинделя от осевых перемещений осуществляется рукояткой 26, а шпиндельной бабки — рукояткой 27.
Стол 10 станка служит для установки и перемещения заготовки и состоит из трех основных частей: продольных салазок 6, поперечных салазок 7 и поворотного стола 8.
Продольные салазки 6 могут перемещаться по направляющим станины 28 в продольном направлении или жестко закрепляться на этих направляющих зажимным устройством. Для точного отсчета продольных перемещений стола пользуются линейкой и нониусом 29, позволяющим отсчитывать перемещения с точностью 0,05 мм.
Поперечные салазки 7 могут перемещаться по направляющим продольных салазок в поперечном направлении или жестко закрепляться на этих направляющих.
Перемещение поперечных салазок производится вращением вручную хвостовика 31. Отсчет ведется по лимбу с ценой деления 0,025 мм.
Поворотный стол 8 может поворачиваться по кольцевым направляющим поперечных салазок. На поверхности стола имеется семь Т-образных пазов для головок болтов, крепящих обрабатываемые заготовки. Средний паз выполняется калиброванным по ширине для того, чтобы с помощью упоров выверять по нему точный поворот стола на 90, 180, 270 и 360°. Промежуточные положения стола устанавливаются с точностью до 0,5° по круговой шкале.
После поворота верхняя часть стола зажимается в нужном положении.
Задняя стойка 5 с люнетом 3 служит для поддержания левого конца борштанг. Правый конец борштанг вставляется в конус расточного шпинделя 15. Заднюю стойку можно перемещать по направляющим станины 28, вращая съемной рукояткой квадратный хвостовик 1. Заднюю стойку жестко закрепляют в нужном положении на направляющих станины.
По вертикальным направляющим задней стойки может перемещаться люнет 3. Перемещения люнета вверх или вниз совершаются одновременно с перемещением шпиндельной бабки 22.
Для обеспечения точной соосности подшипника люнета и шпинделя станка можно пользоваться корректировочным устройством, которое приводится в действие маховиком 2.
Для отсчета вертикального положения оси люнета задняя стойка имеет линейку с нониусом 4, позволяющим вести отсчет с точностью 0,05 мм.
У люнета имеется откидная часть, облегчающая замену стальных закаленных втулок. Внутренний диаметр этих втулок выбирается по наружному диаметру устанавливаемой борштанги. Откидной частью зажимают втулки.
Планшайба 13 сообщает движение резания инструментам, установленным на радиальный суппорт 14.
Радиальный суппорт 14 предназначен для установки резцов, работающих с поперечной подачей для проточки торцовых поверхностей на обрабатываемых деталях. Суппорт вращается вместе с планшайбой и одновременно может совершать радиальную подачу.
В шкафу 24 расположена электрическая аппаратура станка. Электромашинный агрегат 25 предназначен для выработки постоянного тока, необходимого для питания электродвигателя. Агрегат состоит из электродвигателя трехфазного переменного тока, вращающего генератор постоянного тока.
Пульт 12 служит для управления всеми электродвигателями станка, кроме электродвигателя поворота стола, который управляется кнопками станции 30. На станке имеется переносной пульт 32 с такими же кнопками, как на пульте 12.
Технические характеристики горизонтально-расточных станков 2620, 2620В
|
Наименование параметра |
2620 |
|
Основные параметры станка |
|
|
Диаметр выдвижного расточного шпинделя, мм |
90 |
|
Наибольший диаметр расточки шпинделем, мм |
320 |
|
Наибольший диаметр расточки суппортом планшайбы, мм |
600 |
|
Наибольшая длина расточки и обточки суппортом планшайбы, мм |
550 |
|
Наибольший диаметр сверла (по конусу), мм |
65 |
|
Стол |
|
|
Рабочая поверхность стола, мм |
900 х 1120 |
|
Наибольшая масса обрабатываемого изделия, кг |
2000 |
|
Наибольшее перемещение стола, мм |
1000 х 1150 |
|
Пределы рабочих подач стола (вдоль и поперек), мм/мин |
1,4...1110 |
|
Наибольшее усиление подачи стола (вдоль и поперек), кгс |
2000 |
|
Деление шкалы лимба, мм |
0,025 |
|
Деление шкалы лимба поворота стола, град |
0,5 |
|
Выключающие упоры |
есть |
|
Скорость быстрых перемещений, м/мин |
2,2 |
|
Скорость быстрых установочных круговых перемещений, об/мин |
2,8 |
|
Шпиндель |
|
|
Наибольшее горизонтальное (осевое) перемещение шпинделя, мм |
710 |
|
Частота вращения шпинделя, об/мин |
12,5...2000 |
|
Количество скоростей шпинделя |
23 |
|
Пределы рабочих подач шпинделя, мм/мин |
2,2...1760 |
|
Пределы рабочих подач радиального суппорта, мм/мин |
0,88...700 |
|
Пределы рабочих подач шпиндельной бабки, мм/мин |
1,4...1110 |
|
Наибольшее вертикальное перемещение шпиндельной бабки (установочное), мм |
1000 |
|
Скорость быстрых перемещений шпиндельной бабки, м/мин |
2,2 |
|
Скорость быстрых перемещений шпинделя, м/мин |
3,48 |
|
Скорость вращения планшайбы, об/мин |
8...200 |
|
Количество скоростей планшайбы |
15 |
|
Возможность отключения вращения планшайбы |
есть |
|
Возможность одновременной подачи суппорта и шпинделя |
есть |
|
Наибольшее перемещение радиального суппорта планшайбы, мм |
170 |
|
Скорость быстрых перемещений радиального суппорта, м/мин |
1,39 |
|
Наибольший крутящий момент на шпинделе, кгс*м |
495 |
|
Наибольший крутящий момент на планшайбе, кгс*м |
780 |
|
Наибольшее усиление подачи шпинделя, кгс |
1500 |
|
Наибольшее усиление подачи суппорта, кгс |
700 |
|
Наибольшее усиление подачи бабки, кгс |
2000 |
|
Нарезаемая метрическая резьба, мм |
1...10 |
|
Нарезаемая дюймовая резьба, число ниток на 1" |
4...20 |
|
Привод |
|
|
Количество электродвигателей на станке |
|
|
Электродвигатель привода главного движения Мощность, кВт |
10 |
|
Электродвигатель привода главного движения, об/мин |
3000 |
|
Электродвигатель привода подачи, кВт |
1,52 |
|
Привод поворота стола, кВт |
1,7 |
|
Габариты и масса станка |
|
|
Габариты станка, включая ход стола и салазок, мм |
5510 х 3200 х 3012 |
|
Масса станка, кг |
12000 |