

3.1. Контрольный листок.
|
№ |
Показатель |
Предельные отклонения |
Количество дефектов |
Сумма |
% отклонений |
|
1 |
Длина шурупа |
|
|||||||||||| |
12 |
21.4 |
|
2 |
Высота головки |
|
|||||||||||||||||||||| |
23 |
41.07 |
|
3 |
Длина резьбы |
|
||||||||||||| |
13 |
23.21 |
|
4 |
Вес детали |
+0,7 |
|||||||| |
8 |
14.28 |




Вывод: диаграмма показала, что большее количество дефектов выявлено по высоте головки. Если не устранить дефект это может привести к затруднению деформированию рабочей поверхности.
3.2. Карта размахов и средних значений. Карта среднего х.
|
|
Центральная линия Х |
Верхняя граница UCL |
Нижняя граница LCL |
|
Длина шурупа |
33.6 |
33.63 |
33.56 |
|
Высота головки |
10.7 |
10,73 |
10,66 |
|
Длина резьбы |
31.2 |
31,23 |
31,16 |
|
Вес детали |
2.6 |
2,63 |
2,56 |
По длине шурупа:
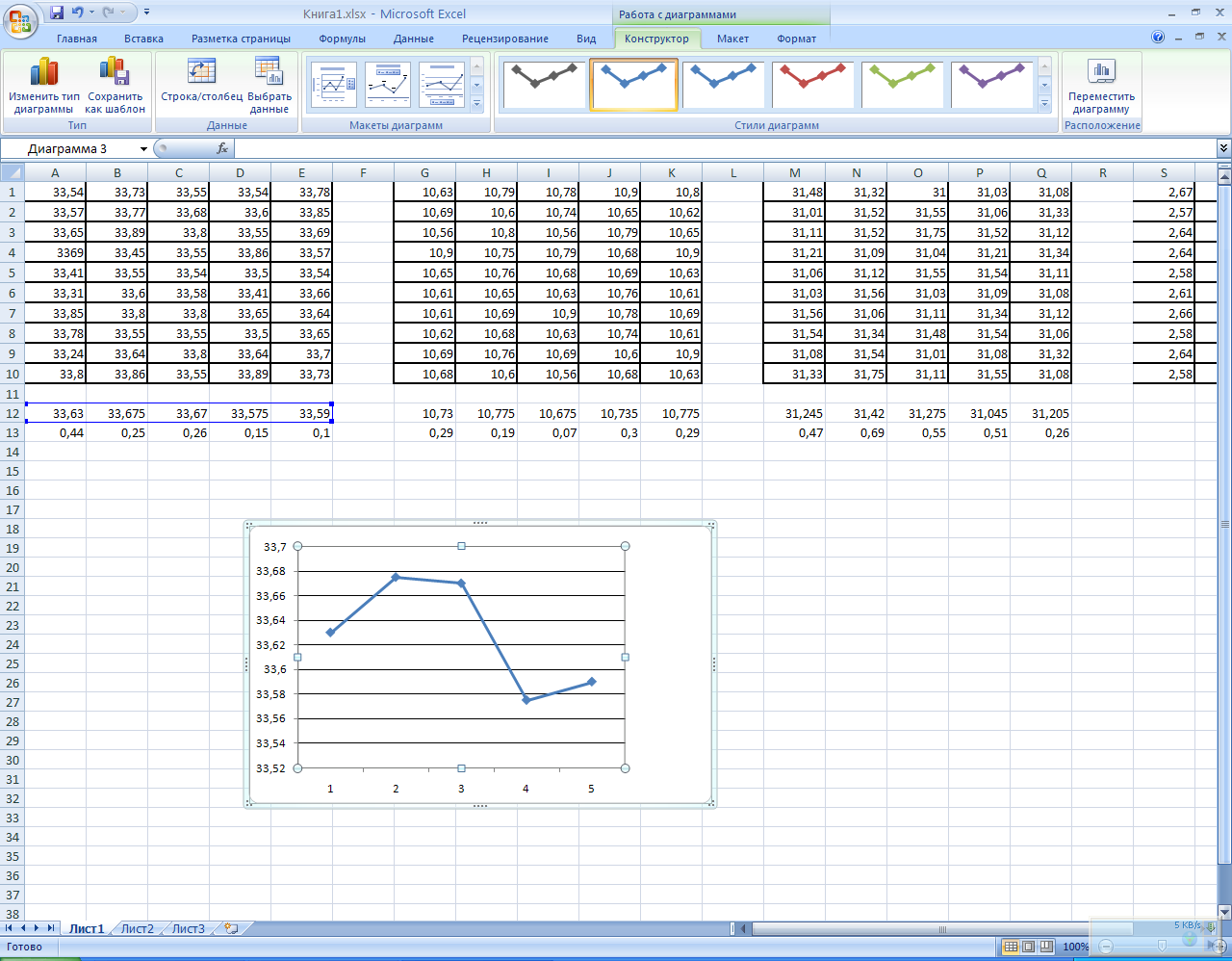



UCL
LCL
Х
По высоте головки:




UCL
LCL
Х
По длине резьбы:




UCL
LCL
Х
По весу детали:
UCL




LCL
Х
Вывод: процесс вышел из-под контроля так как выявлены особые причины, точки за пределами границ.
Карта размахов r.
|
|
Центральная линия R |
Верхняя граница UCL |
Нижняя граница LCL |
|
Длина шурупа |
0,67 |
1.41 |
0 |
|
Высота головки |
0,21 |
0.44 |
0 |
|
Длина резьбы |
0,62 |
1.31 |
0 |
|
Вес детали |
0,05 |
0.1 |
0 |
По длине шурупа:



LCL
По
высоте головки:
UCL
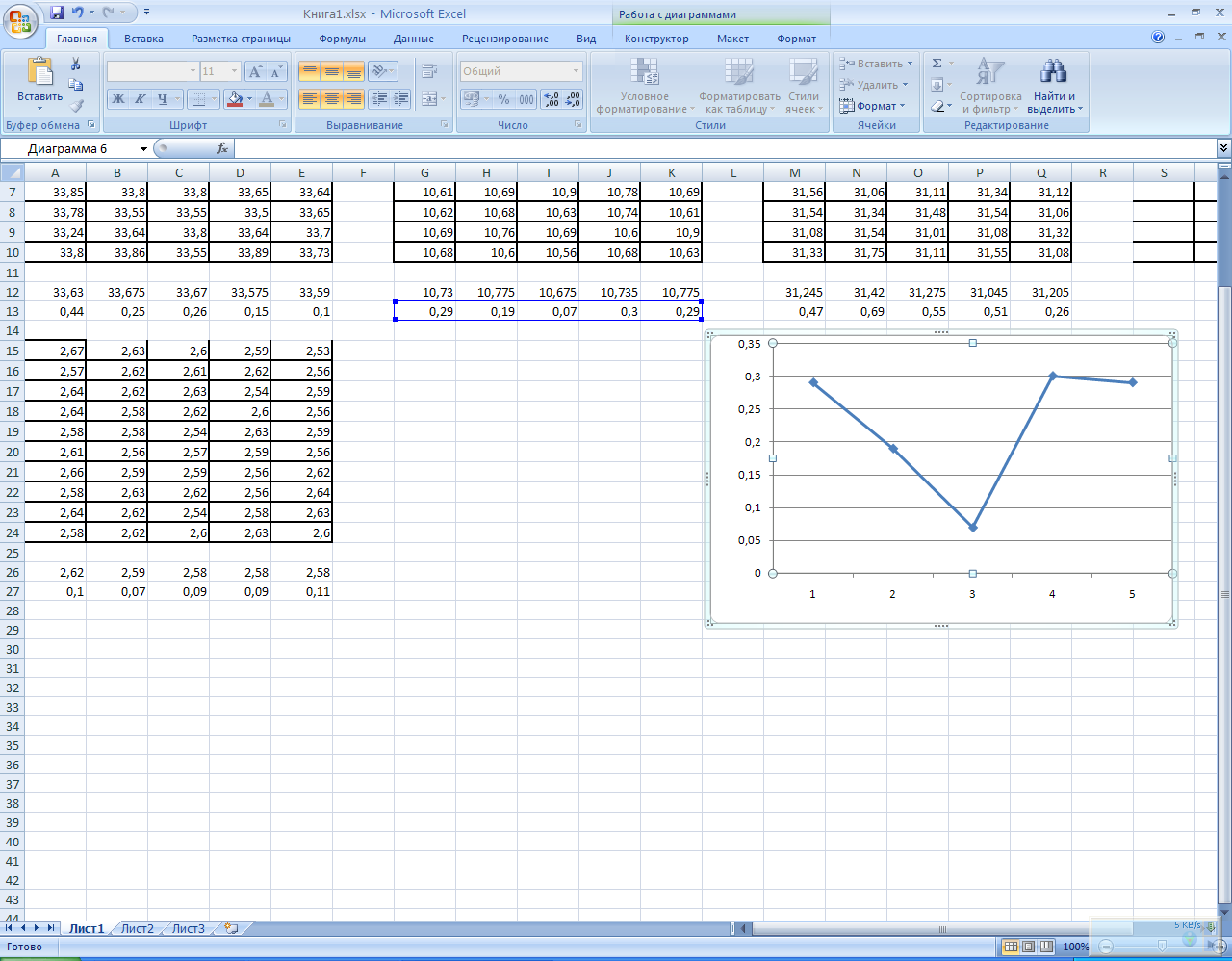


LCL
R
По длине резьбы:
R



LCL
R
По весу детали:
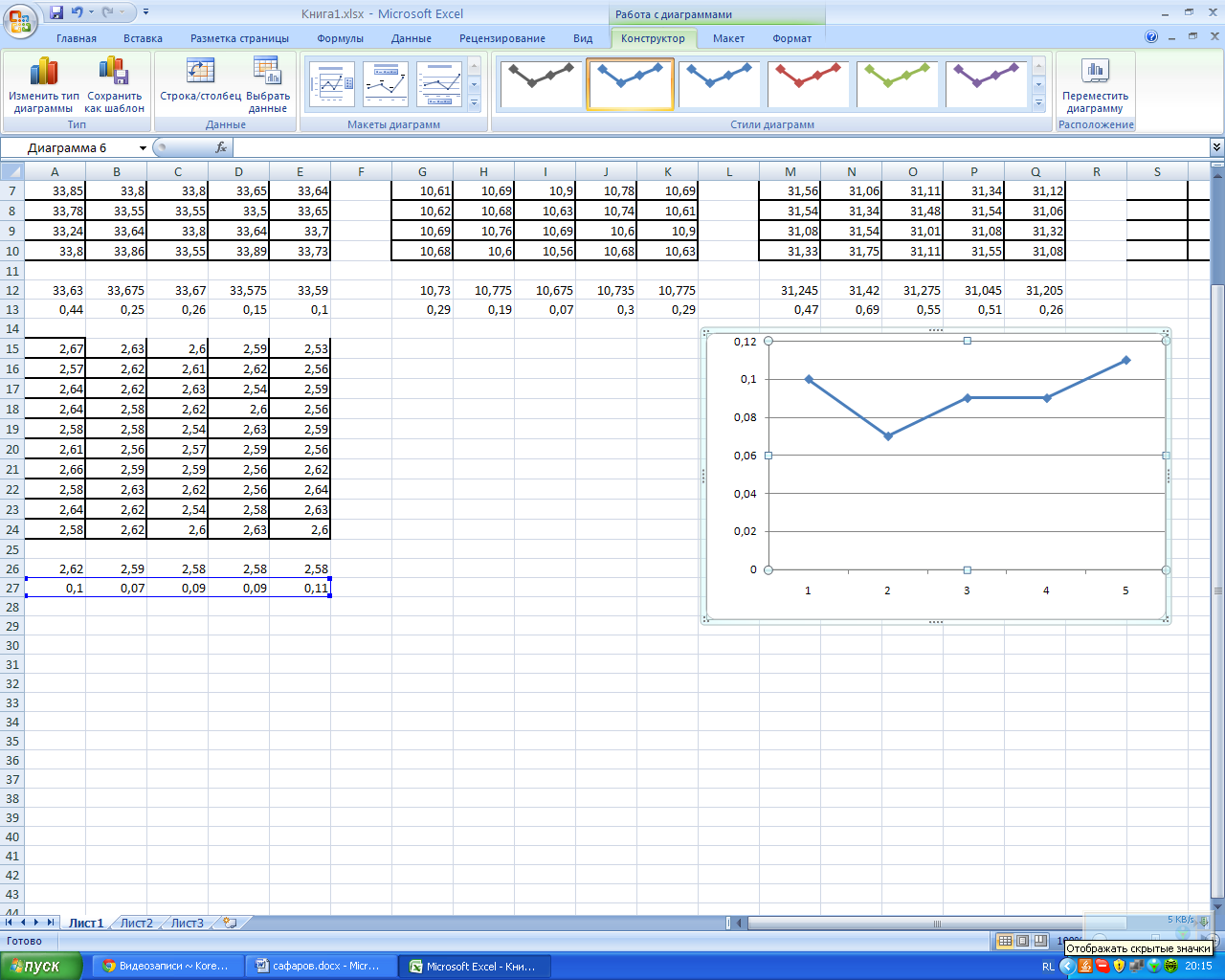



LCL
UCL
R
Вывод: процесс вышел из-под контроля так как выявлены особые причины, точки за пределами границ.
3.3 Гистограмма.
По длине шурупа:
|
Интервалы |
Номера деталей |
Общее количество |
|
33,24-33,29 |
9 |
1 |
|
33,29-33,34 |
6 |
1 |
|
33,34-33,39 |
|
0 |
|
33,39-33,44 |
5 36 |
2 |
|
33,44-33,49 |
14 |
1 |
|
33,49-33,54 |
35 38 |
2 |
|
33,54-33,59 |
1 2 15 18 21 24 25 26 28 30 33 44 |
11 |
|
33,59-33,64 |
16 32 |
2 |
|
33,64-33,69 |
3 19 22 37 39 46 47 48 |
9 |
|
33,69-33,74 |
4 11 49 50 |
4 |
|
33,74-33,79 |
8 12 41 |
3 |
|
33,79-33,84 |
10 23 27 29 |
4 |
|
33,84-33,89 |
20 34 42 |
3 |
|
33,89-33,94 |
13 40 |
2 |
|
33,94-33,99 |
|
0 |









По высоте головки:
|
Интервалы |
Номера деталей |
Общее количество |
|
10,60-10,65 |
1 6 7 8 12 20 26 28 39 42 45 46 48 50 |
14 |
|
10,65-10,70 |
2 5 9 10 16 17 18 25 29 32 34 35 40 43 47 |
15 |
|
10,70-10,75 |
22 38 |
2 |
|
10,75-10,80 |
79 14 15 19 21 24 33 36 37 |
9 |
|
10,80-10,85 |
13 41 |
2 |
|
10,85-10,90 |
27 31 44 |
3 |











По длине резьбы:
|
Интервалы |
Номера деталей |
Общее количество |
|
31,00-31,05 |
2 21 24 26 29 31 |
6 |
|
31,05-31,1 |
5 9 14 17 32 36 39 42 47 49 |
10 |
|
31,1-31,15 |
3 27 30 44 46 48 |
6 |
|
31,15-31,20 |
|
0 |
|
31,20-31,25 |
2 34 |
2 |
|
31,25-31,30 |
|
0 |
|
31,30-31,35 |
10 18 37 43 45 50 |
6 |
|
31,35-31,40 |
|
0 |
|
31,40-31,45 |
|
0 |
|
31,45-31,50 |
1 28 |
2 |
|
31,50-31,55 |
8 12 13 19 33 35 38 40 |
8 |
|
31,55-31,60 |
7 16 22 25 41 |
5 |
|
31,60-31,65 |
|
0 |
|
31,65-31,70 |
|
0 |
|
31,70-31,75 |
20 |
1 |










По весу детали:
|
Интервалы |
Номера деталей |
Общее количество |
|
2,53-2,54 |
40 49 |
2 |
|
2,54-2,55 |
16 35 36 41 43 |
5 |
|
2,55-2,56 |
|
0 |
|
2,56-2,57 |
16 35 36 41 43 |
5 |
|
2,57-2,58 |
2 28 |
2 |
|
2,58-2,59 |
8 16 37 |
3 |
|
2,59-2,60 |
18 29 34 46 |
4 |
|
2,60-2,61 |
23 32 39 |
3 |
|
2,61-2,62 |
6 24 |
2 |
|
2,62-2,63 |
11 13 14 20 21 30 |
6 |
|
2,63-2,64 |
12 19 25 33 38 |
5 |
|
2,64-2,65 |
3 4 9 22 50 |
5 |
|
2,65-2,66 |
|
0 |
|
2,66-2,67 |
7 |
1 |
|
2,67-2,68 |
1 |
1 |










Вывод : гистограммы не удовлетворяют допуску.
План корректирующих и предупреждающих мероприятий.
Проконтролировать процессы изготовления шурупа. Разработать график проведения контроля.
Список используемой литературы:
-
ГОСТ 1144-80
-
ГОСТ 1759-82
-
Учебное пособие “ Управление качеством продукции в машиностроении” Д.Т. Сафаров, И.А. Савин.