

3. Расчет ширины полосы для вырубки заготовки
По заданию габариты листов 1000х2000 мм и 1500х2000 мм по ГОСТ 21631-76.
Принимаем для разрабатываемого техпроцесса, что лист на полосы разрезается на гильотинных ножницах. Заготовки из полосы вырубаются в штампе без бокового прижима полосы и с подачей материала в рабочую зону вручную.
Формула для расчета полосы в этом случае имеет вид (1, табл. 142):
В=L+2*(d+Δш) + z
b=1,9 мм (1, табл. 139) – величина перемычки между заготовками;
Δш=0,6 мм (1, табл. 144) – односторонний (минусовой) допуск на ширину полосы;
z=1,0 мм (1, табл. 143) – гарантийный зазор между полосой и направляющими штампа.
В зависимости от расположения заготовки на полосе ширина полосы может быть следующая:
В1 = 73,42 + 2*(1,9 + 0,6) + 1,0 = 79,42мм
В2 = 68,26 + 2*(1,9 + 0,6) + 1,0 = 74,26мм
4. Выбор размера листа и определение шага заготовки
Шаг расположения заготовки на полосе составляет:
t1 = 68,26 + 1,9 = 70,16мм
t2 = 73,42 + 1,9 = 75,32мм
При изготовлении деталей гибкой необходимо, по возможности, чтобы линия гибка не совпадала с направлением волокон материала (вдоль большего размера листа).
5. Выбор варианта раскроя листов
В табл. 1 приведены расчеты количества полос из листов и заготовок из полос и листов.
Табл. 1 Расчет количества заготовок, получаемых при раскрое листов
|
Габариты листа |
Вариант |
Кол-во полос из листа |
Кол-во заготовок из полос |
Кол-во заготовок из листа |
|
1000×2000 |
а |
2000/79,42=25 |
1000/70,16=14 |
25*14=350 |
|
1000×2000 |
в |
1000/74,26=13 |
2000/73,42=26 |
13*26=338 |
|
1500×2000 |
а |
2000/79,42=25 |
1500/70,16=21 |
25*21=525 |
|
1500×2000 |
в |
1500/74,26=20 |
2000/73,42=27 |
20*27=540 |
6. Расчет коэффициента использования материала
Коэффициент использования материала рассчитывается по формуле:

Найдём площадь заготовки (рис.6)
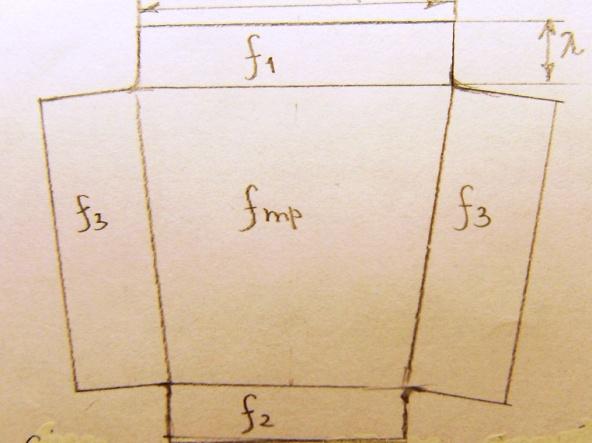
Рисунок 6 – Схема заготовки детали
 =
=


f1 = λ*a1 , λ = (60,06 – b)/2 = 5,03мм.
Тогда f1 = 5,03*50 = 251,5 мм2
f2 = λ*a2 = 5,03*30 = 150,9 мм2
f3 = ((h-R-S) + lкр)*P

Тогда f3 = (11-2-0,8+3,73)*51,02 = 608,66мм2
Следовательно
площадь заготовки
 = 1971,74 + 251,5 + 150,9 + 2*608,66 = 3591,35мм2.
= 1971,74 + 251,5 + 150,9 + 2*608,66 = 3591,35мм2.




Для технологического процесса целесообразно применять раскрой листов 1500х2000 вариант «2в». Итак, лист 1000х2000 разрезают на полосы 79,42 х1500 мм.
7. Подбор гильотинных ножниц
Резку листов на полосы производим на гильотинных ножницах с наклонным ножом. Подбор ножниц производится по каталогу, исходя из длины нарезаемых полос и усилию резки. Усилие резки определяются по формуле:
φ=1,50 – угол наклона ножа
σср=108 МПа=10,8кг/мм2
k=1,3 – коэффициент, учитывающий износ режущих кромок ножей, разброс материала по прочности и толщине
S=0,8 – толщина материала

Ножницы для резки
материала толщиной S0 1,6
мм, пределом прочности
1,6
мм, пределом прочности
 50кг/мм2
и шириной реза
50кг/мм2
и шириной реза 1600
мм по каталогу выбираем модель Н-472(ГОСТ
6282-52). Правильность их выбора проверяем
по развиваемому усилию резания.
1600
мм по каталогу выбираем модель Н-472(ГОСТ
6282-52). Правильность их выбора проверяем
по развиваемому усилию резания.

Таким образом, для техпроцесса можно рекомендовать гильотинные ножницы модели Н-472.