

15.4.2. Коробчатый дозатор
Коробчатый дозатор (рис. 81) представляет собой коробку 1, расположенную под бункером и передвигающуюся от него к месту разгрузки пневмоцилиндром 2. Дном коробки является неподвижная плита 3. Регулировка объема дозы осуществляется перестановкой задней стенки коробки.
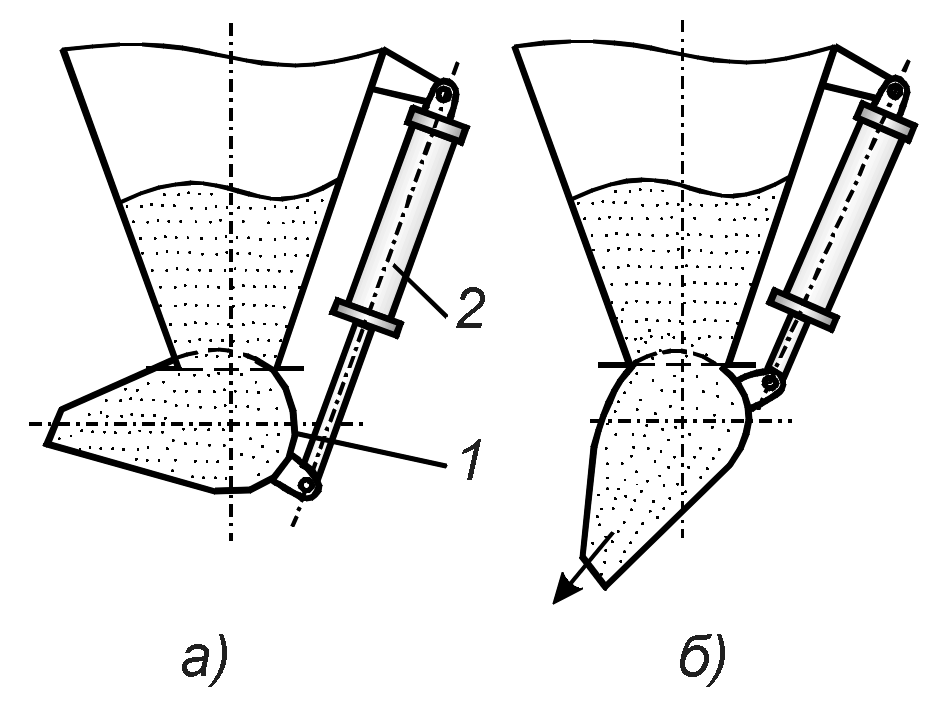
15.4.3. Поворотный дозатор
Поворотный дозатор (рис. 82) состоит из поворотного короба 1 и пневматического цилиндра 2. Дозатор легко управляется и обеспечивает точное дозирование. Объем дозы определяется объемом короба.
15.4.4. Шиберный дозатор
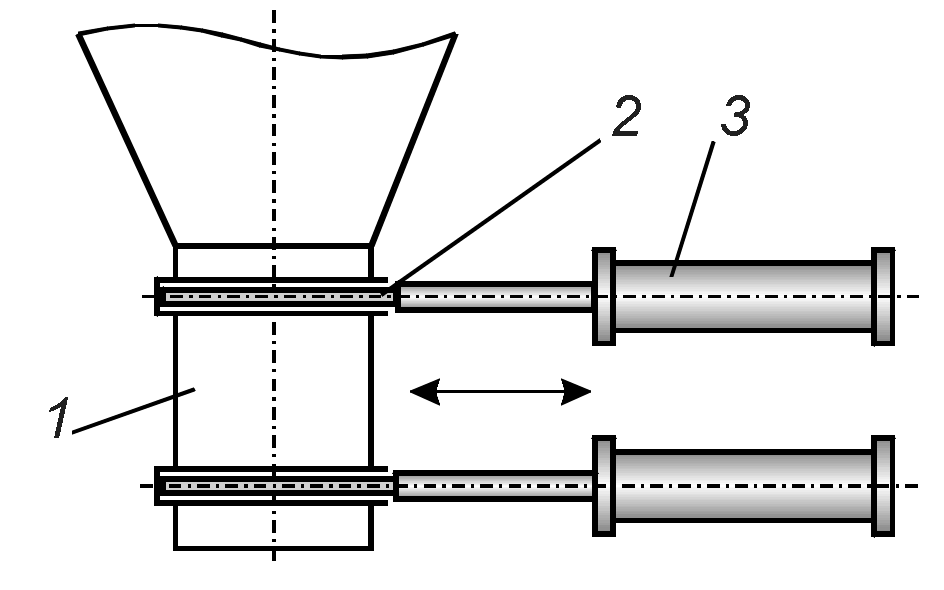
Шиберный дозатор (рис. 83) представляет собой трубу 1 прямоугольного сечения или мягкий рукав и два шибера 2, которые перемещаются пневматическими цилиндрами 3. Объем дозы определяется объемом трубы, заключенной между двумя шиберами.
|
Рис. 82. Поворотный дозатор |
Рис. 83. Шиберный дозатор |
Серьезным недостатком дозаторов периодического действия (рис. 79–82) является то, что у них почти невозможно изменять величину дозируемой порции, по крайней мере, без остановки агрегатов. В силу этого и некоторых других причин, например, из-за повышенного износа, эти дозаторы применяются все реже и реже.
15.4.5. Весовые дозаторы
Весовые дозаторы бывают периодического и непрерывного действия.
Весовые дозаторы периодического действия конструктивно представляют собой платформу, опирающуюся на измерительный преобразователь, например, тензометрический. Точность дозировки у весовых дозаторов выше, чем у объемных дозаторов.
Весовые дозаторы непрерывного действия сочетают в одном агрегате устройства для взвешивания и регулирования подачи материала; применяются, в основном, в автоматизированном производстве. Конструктивно они могут быть устроены в виде ленточного конвейера, один из поддерживающих роликов которого опирается на измерительные преобразователи. Измерение происходит путем считывания показаний через малые промежутки времени с последующим суммированием результатов. По результатам измерения можно менять скорость движения конвейера, регулируя тем самым расход материала. Функционирование устройства осуществляется с помощью микропроцессорной техники.
16. Оборудование для выбивки форм и стержней
16.1. Классификация выбивных устройств
Выбивка форм из опок и выбивка отливок из форм по своим санитарно-гигиеническим условиям являются наиболее тяжелыми операциями из всего цикла изготовления отливок, так как сопровождаются большим выделением пыли, газов, тепла и высоким уровнем шума.
Ввиду большого разнообразия форм, подвергаемых выбивке, в литейных цехах применяют широкую номенклатуру выбивного оборудования.
Самыми простыми устройствами, применяемыми в небольших цехах единичного и мелкосерийного производства, являются подвесные вибраторы (вибрационные скобы) и вибрационные траверсы.
Самым распространенным видом выбивного оборудования, применяемого для выбивки форм практически любой массы, в цехах с различным характером производства являются электромеханические вибрационные решетки.
По способу возбуждения колебаний различают эксцентриковые и инерционные выбивные решетки. В эксцентриковых решетках между электродвигателем и корпусом решетки имеется жесткая кинематическая связь, а колебания корпуса осуществляются эксцентриковым валом, который является вибровозбудителем кругового действия. В инерционных решетках электродвигатель вращает механический вибровозбудитель, укрепленный на корпусе решетки, а колебания корпуса вызываются действием инерционных сил вибровозбудителя, который может быть как кругового, так и направленного действия.
Отсутствие жесткой кинематической связи в приводе инерционных выбивных решеток обусловливает их большую надежность и долговечность. Поэтому они вытесняют из производства эксцентриковые решетки.
В зависимости от организации процесса выбивки различают простые выбивные установки, инерционно-ударные установки, установки с выдавливанием кома и установки с транспортированием отливок.
В простых выбивных установках форма устанавливается на полотно решетки, а по окончании процесса выбивки отливки и опоки остаются на том же месте, куда была поставлена форма.
Инерционно-ударные установки применяются для выбивки крупногабаритных форм. Выбиваемая форма устанавливается не на полотно решетки, а над ним на специальных подставках, расположенных за пределами решетки. При этом между формой и полотном остается промежуток. После включения выбивная решетка начинает ударять по форме снизу своим полотном, приводя к разрушению кома смеси.
На автоматических линиях, для удаления форм из опок, не имеющих крестовин, широко используют установки, работающие методом выдавливания. При этом опока удерживается каким-либо устройством, а форма вместе с отливкой выдавливается из нее. Затем формовочная смесь отделяется от отливки на решетке или в барабане.
В установках с транспортированием при каждом ударе отливки смещаются вдоль полотна решетки. Возможность транспортирования отливок вдоль полотна решетки позволяет организовать непрерывный процесс выбивки, что важно для повышения производительности автоматических линий. Выбивные решетки с транспортированием выполняют только инерционными. В них применяют вибровозбудители как кругового, так и направленного действия. Транспортирующие установки автоматических линий работают только с выдавливанием кома.
Для выбивки безопочных форм помимо решеток применяют специальные барабаны и вибрационные желоба.
К выбивающему оборудованию относится также оборудование для удаления стержней из отливок: вибрационные установки, гидравлические, электрогидравлические камеры, а также специальные выбивные установки.