15.2.2. Челюстной затвор
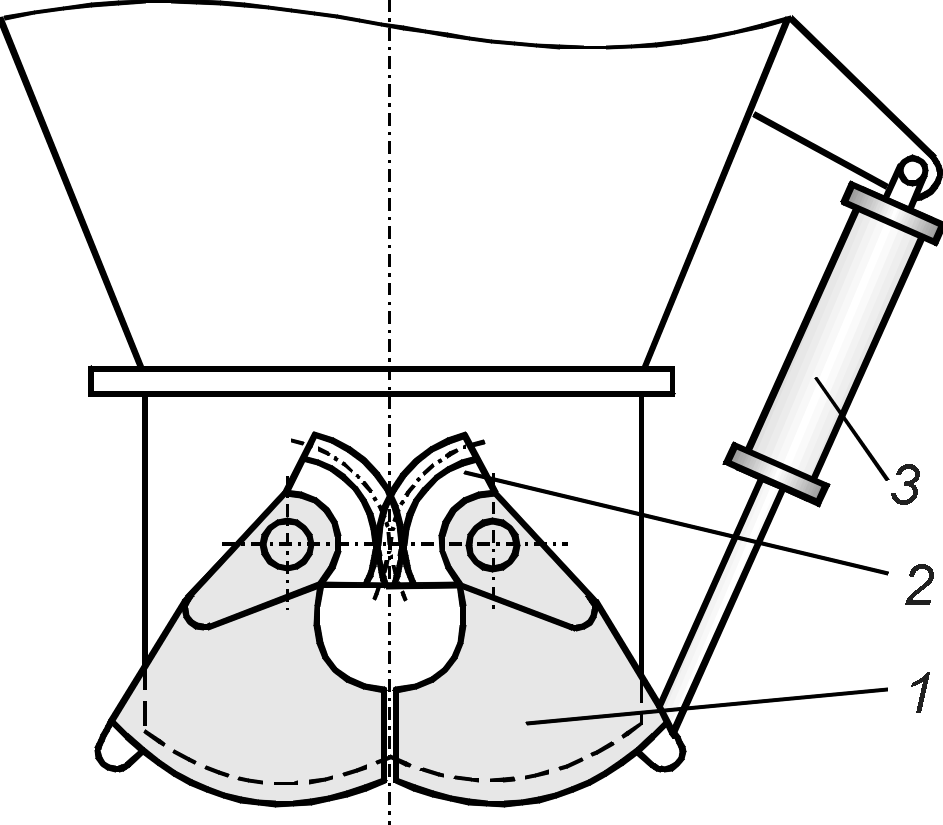
Челюстной затвор (рис. 72) состоит из двух цилиндрических секторных задвижек 1, соединенных между собой зубчатыми секторами 2, открывающимися либо вручную, либо одним или двумя пневматическими цилиндрами 3.
Челюстные затворы более распространены, чем секторные, так как они обеспечивают центральное истечение материала из бункера. Кроме того, у них ход штока пневматического цилиндра или рычага приблизительно в 2 раза меньше, чем у секторного затвора.
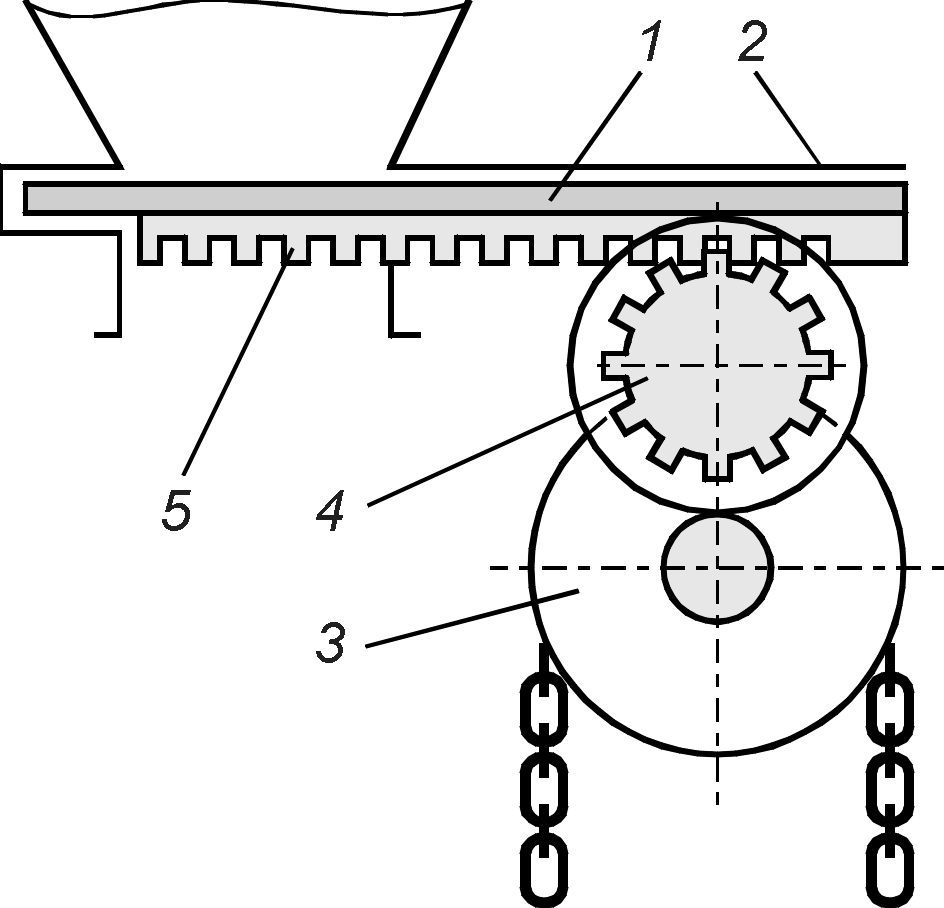
15.2.3. Шиберный затвор
Шиберный затвор (рис. 73) состоит из плоской задвижки 1, плоских направляющих 2 или роликов. Приводом служит пневматический цилиндр или зубчатая рейка 5 с шестерней 4, вращение которой передается от цепного блока 3. Шиберные затворы в литейных цехах применяют реже, чем челюстные, так как они менее надежны в эксплуатации.
|
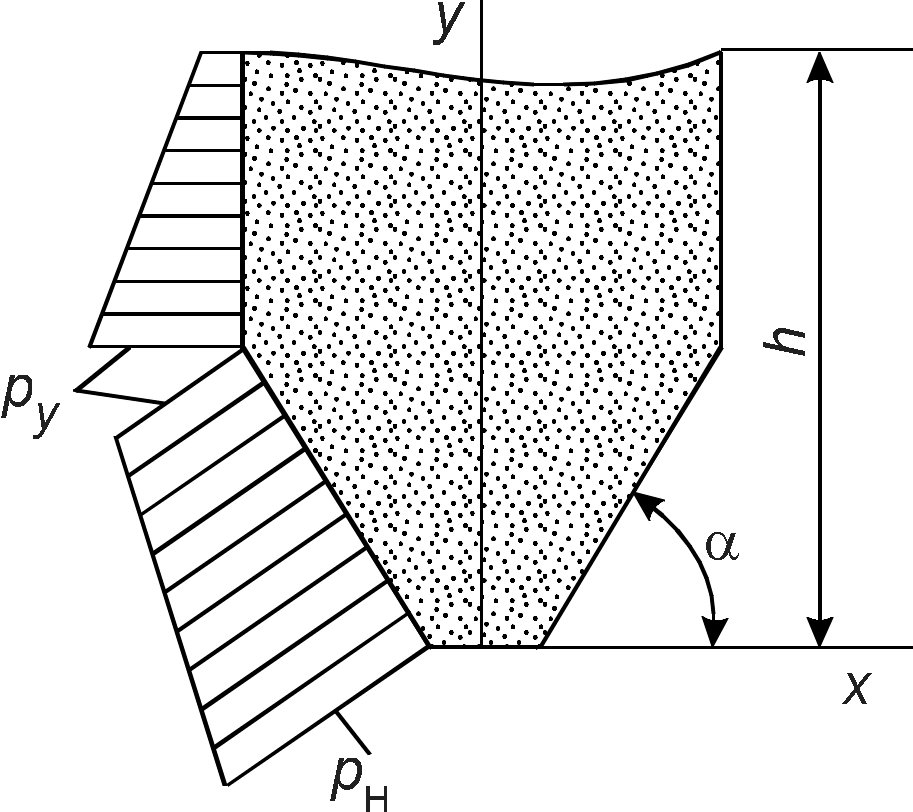
Рис. 70. Эпюра давления на стенки бункера |
Рис. 71. Секторный затвор |
|
Рис. 72. Челюстной затвор |
Рис. 73. Шиберный затвор |

15.3. Питатели
Питатели – это устройства, служащие для равномерной и непрерывной выдачи материала из бункеров.
Питатели бывают: ленточные; пластинчатые; шнековые; лотковые; тарельчатые; лопастные или звездчатые.
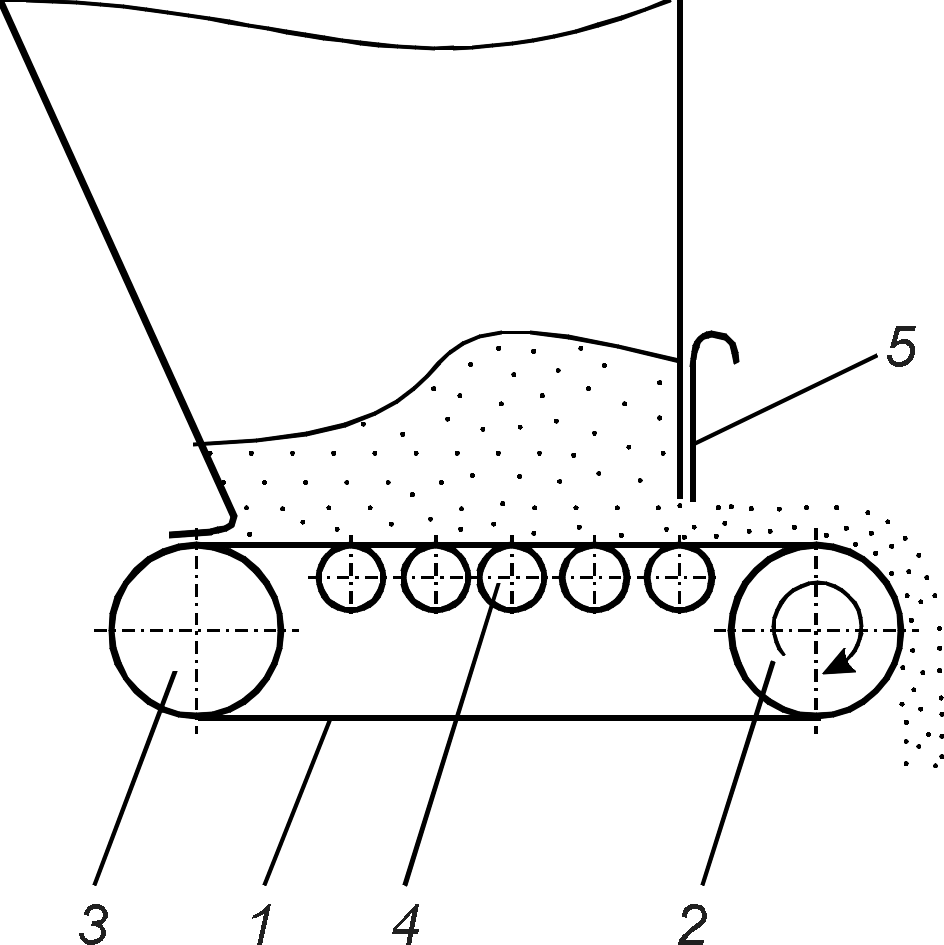
15.3.1. Ленточный питатель
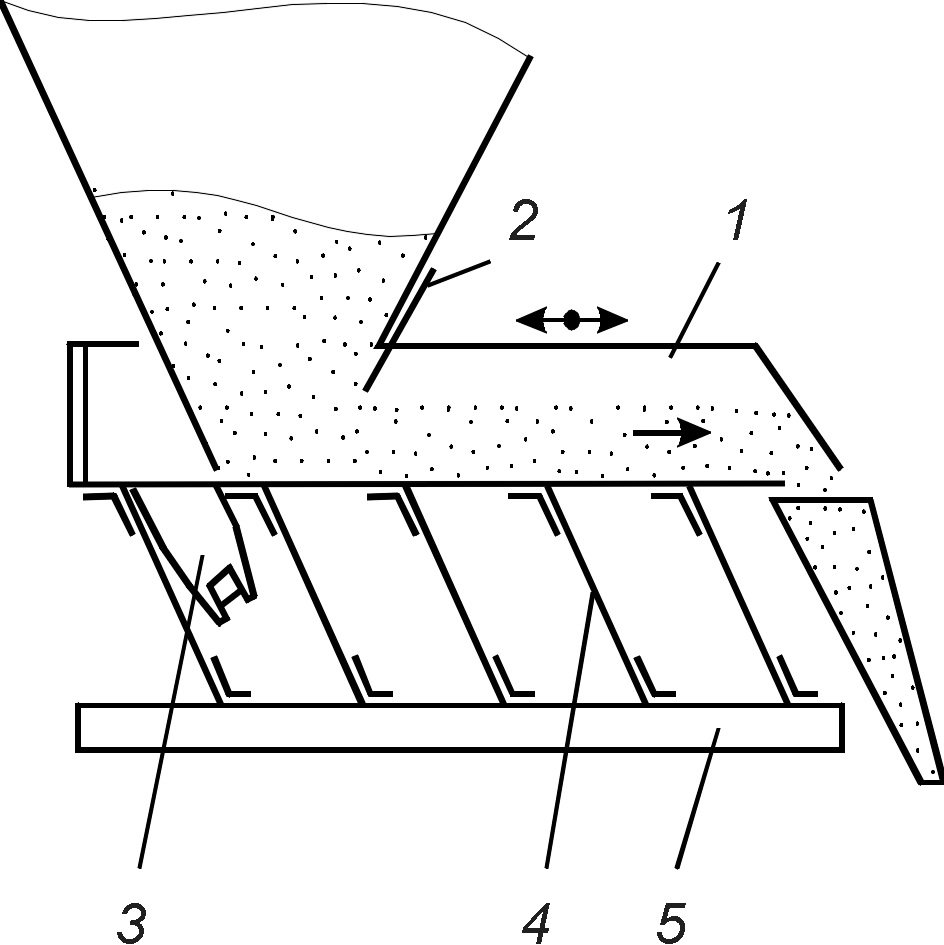
Ленточный питатель (рис. 74) состоит из ленты 1 шириной 10001200 мм, приводного 2 и натяжного 3 барабанов, поддерживающих роликов 4. Такой питатель прост и надежен в эксплуатации. Количество выдаваемого материала регулируется заслонкой 5 в передней стенке бункера.
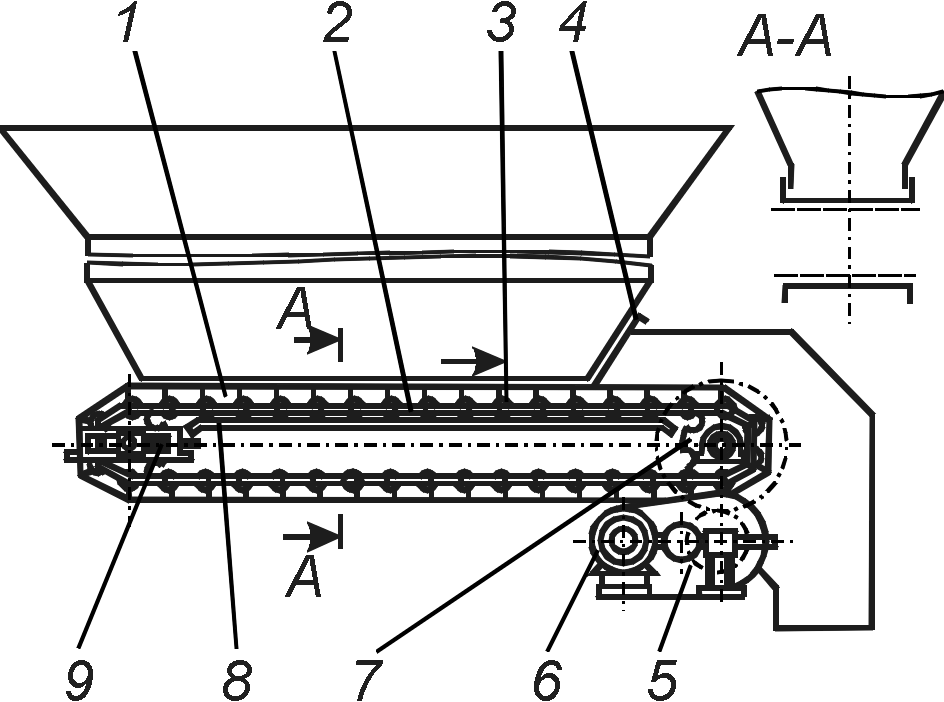
15.3.2. Пластинчатый питатель
Пластинчатый питатель (рис. 75) представляет собой полотно 1, состоящее из металлических пластин. Зазоры между пластинами перекрываются, чтобы предотвратить просыпание материала. Для этого соседние пластины и борта находят друг на друга настолько, чтобы при огибании звездочки на конце питателя между ними не образовался зазор. Полотно крепится к двум тяговым цепям 2, соединенными между собой осями, с одетыми на них роликами 3. Ширина полотна 3001000 мм, скорость движения полотна питателей 0,100,20 м/с. Количество выдаваемого материала регулируется заслонкой 4. Привод осуществляется от электродвигателя 6 через редуктор 5 к звездочке 7. Для поддержания верхней ветви питателя служат направляющие 8. Для компенсации увеличения длины цепей вследствие износа служит натяжное устройство 9.
|
Рис. 76. Ленточный питатель |
Рис. 77. Пластинчатый питатель |
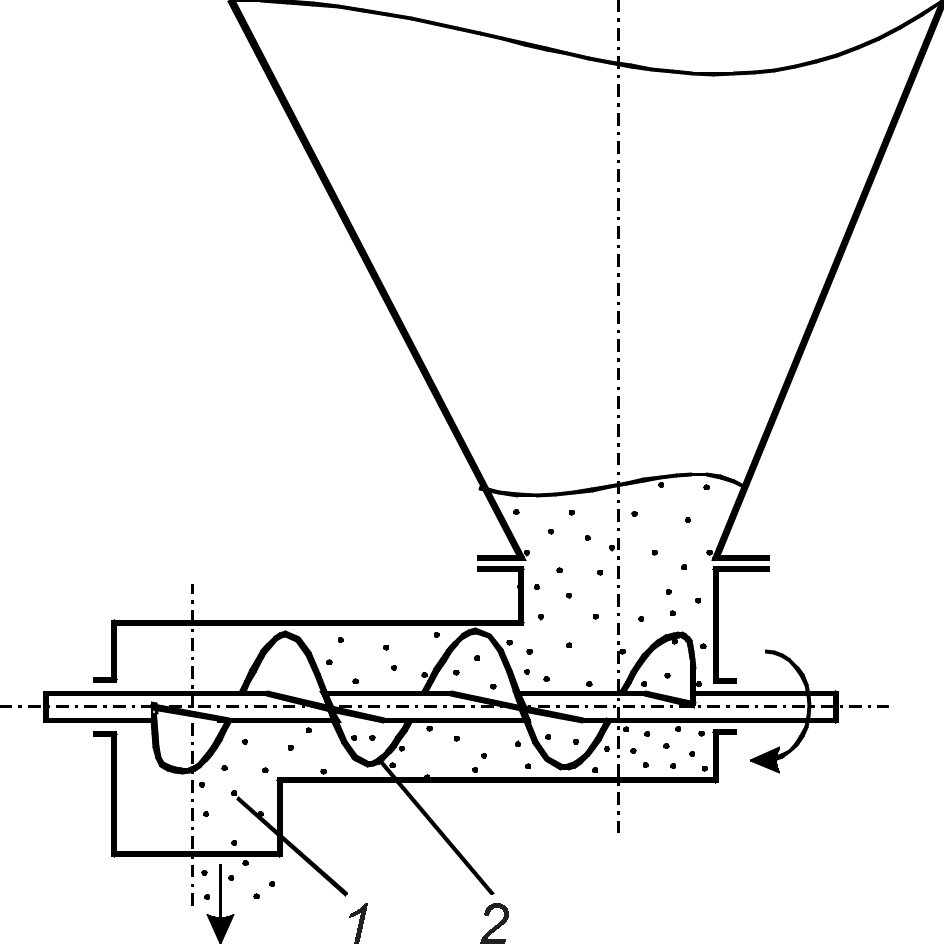
Шнековый питатель (рис. 76) состоит из желоба 1 и двух, трех и более горизонтально расположенных винтов 2. В такой конструкции материал перемещается по всему большому сечению дна бункера, что исключает зависание материала. Количество выдаваемого материала регулируется частотой вращения винта. Шнековый питатель менее надежен в работе, чем, например, ленточный, так как винт и желоб быстро изнашиваются.
|
Рис. 76. Шнековый питатель |
Рис. 77. Лотковый питатель |