

13. Оборудование для приготовления свежих формовочных материалов
13.1. Оборудование для сушки и охлаждения песка и для сушки глины
13.1.1. Одноходовое горизонтальное барабанное сушило
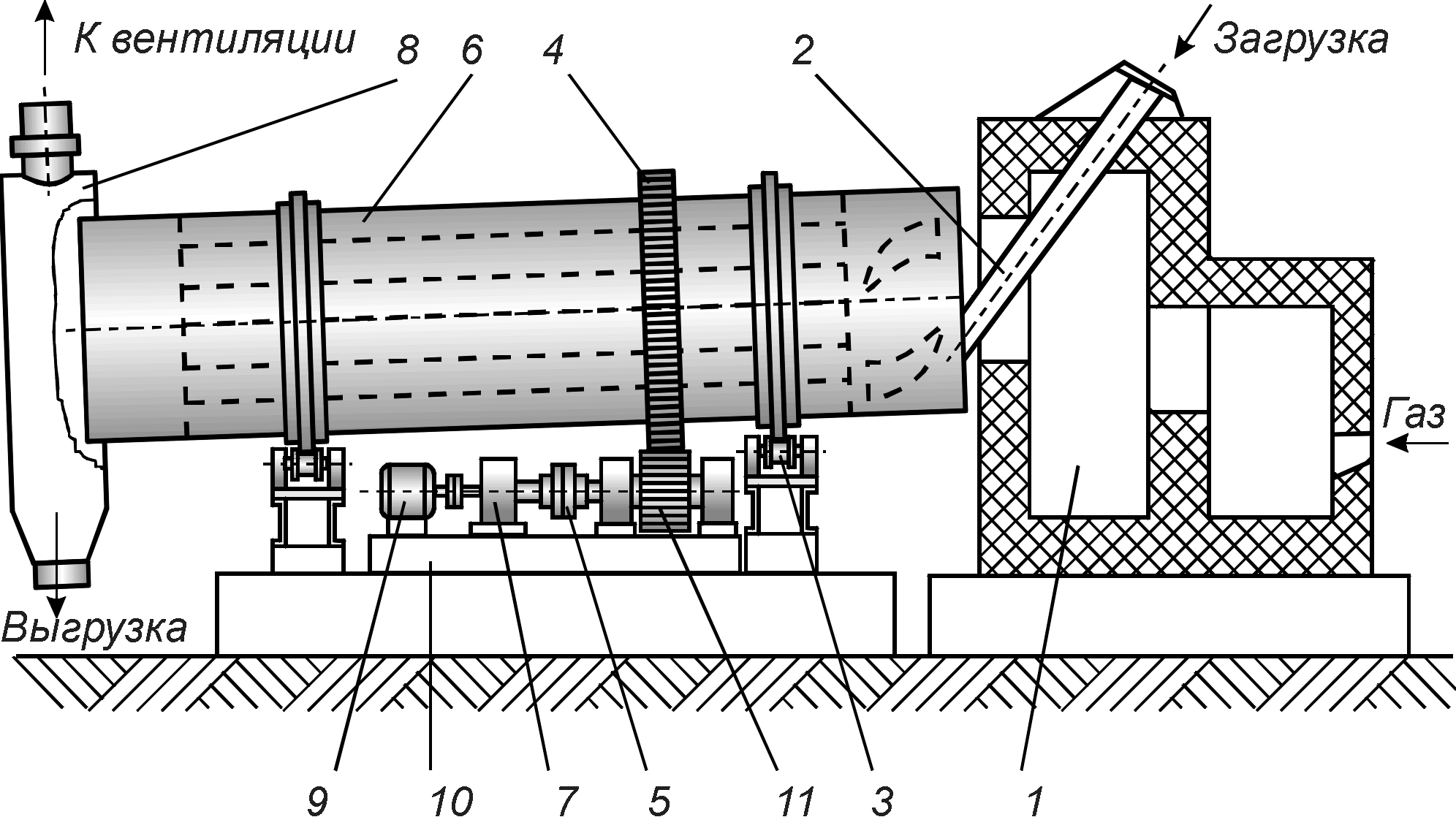
Одноходовое горизонтальное барабанное сушило для сушки песка и глины (рис. 45) состоит из топки 1, загрузочной воронки 2, барабана 6, механизма вращения печи, смонтированного на раме 10, опорного устройства 3, разгрузочной камеры 8 и вытяжной вентиляционной системы. Барабан наклонен к линии горизонта на 36, частота вращения n = 0,030,15 с1 (210 об/мин). Механизм вращения барабана состоит из электродвигателя 9, редуктора 7, уравнительной муфты 5, ведущей шестерни 11 и зубчатого колеса 4. Частота вращения барабана устанавливается путем перестановки сменных шестерен. Осевое перемещение барабана ограничивается опорными роликами 3.
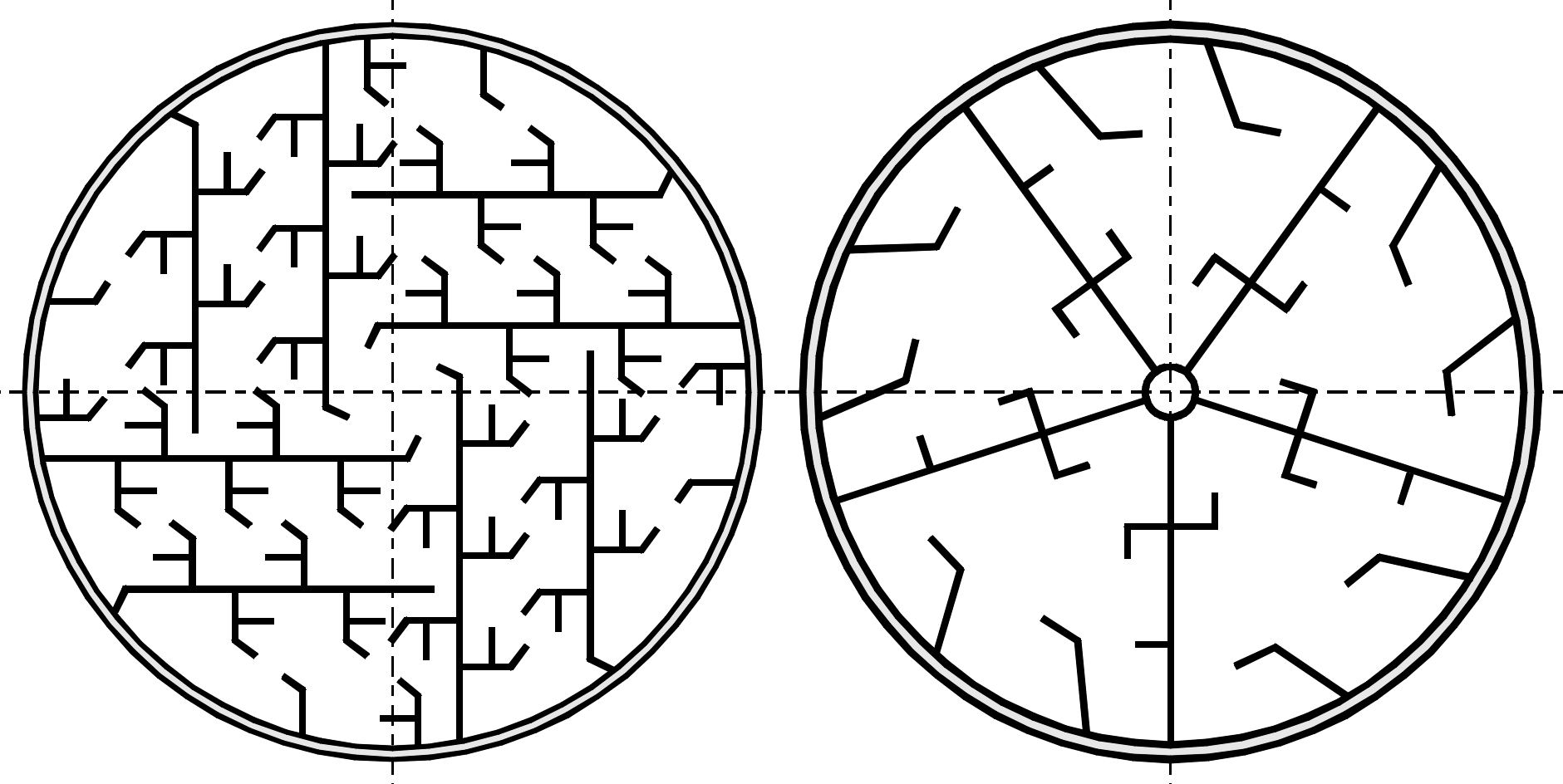
Песок или глину загружают в распределительную часть барабана, где имеются винтовые лопатки, которые распределяют материал по продольным ячейкам (рис. 46). Пересыпаясь с ячейки в ячейку материал, благодаря наклону барабана, перемещается и уже просушенный попадает в разгрузочную камеру 8. Длина барабана до 10 м, а диаметр 22,5 метра. Производительность барабанных сушил при сушке песка до 20 т/час, а при сушке глины 35 т/час.
|
Рис. 46. Одноходовое барабанное сушило для песка и глины |
В качестве топлива для сушил применяют природный газ. Барабанные сушила обычно выполняют с попутным движением топочных газов и просушиваемого материала. В этом случае наиболее горячие газы будут соприкасаться с более влажным песком, и находящаяся в песке глинистая составляющая будет защищена скрытой теплотой испарения влаги песка от перегрева; качество сухого песка будет лучше. Недостаток барабанных сушил – их большая длина.
|
Рис. 46. Варианты расположения полок внутри барабанного сушила |
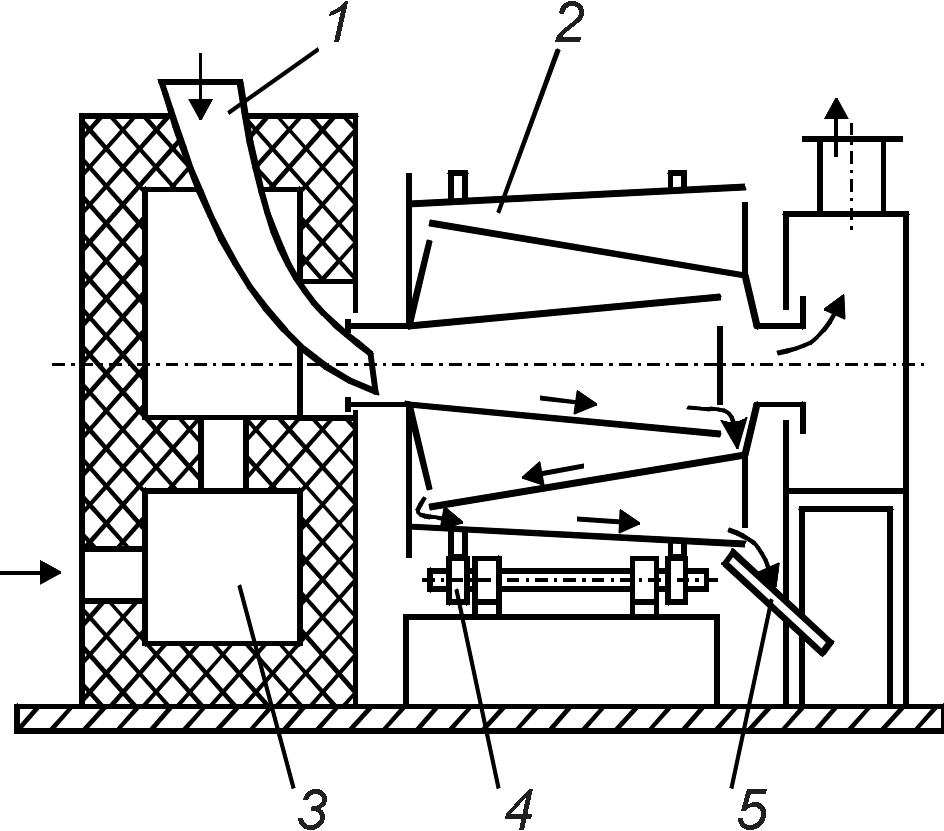
13.1.2. Трехходовое барабанное сушило (20.10.11)
|
Рис. 47. Трехходовое барабанное сушило |
13.1.3. Особенности процесса сушки в барабанных сушилах
На процесс сушки в барабанных сушилах влияют следующие факторы:
-
влажность и размер кусков исходных материалов;
-
температура топочных газов и скорость их движения;
-
объем и конструкция барабана (длина, диаметр, конструкция ячеек, угол наклона и частота вращения);
-
наличие эффективной вытяжной вентиляции.
Современные конструкции барабанных сушил спроектированы так, что размер исходных кусков глины должен быть не более 20 мм в поперечном сечении, температура топочных газов 800 C. Объем барабана зависит от массы воды, которую необходимо спарить за один час из 1 м3 объема барабана и от влажности материала. Чем больше влажность материала и чем больше объем загрузки, тем больше должен быть объем барабана.
Горизонтальные барабанные сушила делают диаметром до 22,5 м.
Длину барабана выбирают из следующего соотношения:
|
|
(96) |
На практике, особенно при сушке глины, сушило часто не обеспечивает требуемую производительность и заданную влажность, прошедшего сушку материла. В этом случае следует проверить крупность исходных кусков глины, температуру топочных газов, эффективность вытяжной вентиляции, частоту вращения барабана и привести их в соответствие с паспортными данными.