

Трубопрокатные станы Все трубопрокатные станы можно подразделить на три группы: прошившие, раскатные и отделочные.
Прошивные станы бывают с бочковидными, грибовидными и дисковыми валками (рис. 21, з - к), рис.27.
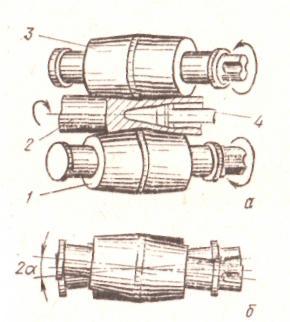
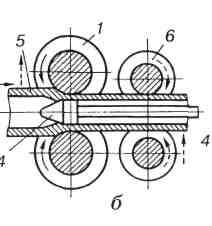
Рисунок 27 . Прокатка бесшовных труб
-
3 - рабочие валки; 2 - заготовка; 4 - оправка;5- гильза;6 – обратные валки
Прошивной стан с бочковидными валками имеет два рабочих валка 1 с двойной конусностью диаметром от 450 до 1000 мм. Оба валка расположены в горизонтальной плоскости, причем их оси в вертикальной плоскости наклонены друг к другу на угол, который можно регулировать от 5 до 18° и более (угол подачи).
При прошивке круглой заготовки оба валка вращаются в одном направлении. Для удержания металла в очаге деформации имеются две направляющие линейки, расположенные в вертикальной плоскости, или два неприводных ролика.
Заготовка, поступающая в валки, совершает сложное, вращательное и поступательное движение.
Для получения внутреннего отверстия нужного диаметра и с ровной поверхностью прокатку проводят на оправке - конусообразном инструменте, устанавливаемом на конце стержня между валками на пути движения заготовки. Стержень с оправкой устанавливают в специальном упоре. При движении вперед заготовка надвигается на оправку - прошивается, при этом происходит расширение и выравнивание прошитого отверстия.
На рис. 28 показана схема расположения узлов прошивного стана, который состоит из двух рабочих валков 1, соединенных с шестеренной клетью 2 и электродвигателем 3 с помощью соединительных шпинделей 4. Между шпинделями устанавливаются толкатель 5 и направляющий желоб 6. В специальном упоре с замком 8 крепят стержень 7 с оправкой на конце. Для приема прошитой гильзы установлен рольганг 9.
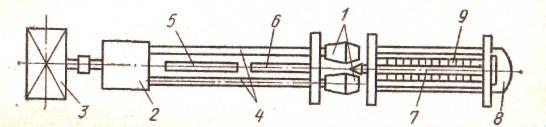
Заготовку для такого стана, обычно круглого сечения, нагревают в методических печах, откуда ее выдают на рольганг. С рольганга заготовка поступает в приемный желоб, по которому с помощью толкателя подается в валки прошивного стана. При выходе из валков гильза находится на стержне и снимается со стороны его заднего конца после открытия замка.
Толстостенные гильзы, полученные на различных прошивных станах, прокатывают в тонкостенные трубы в горячем состоянии на раскатных станах - пилигримовых, автоматических, непрерывных и трехвалковых.
Пилигримовый стан состоит из клети дуо и подающего механизма. Направление вращения валков в этом стане противоположно движению заготовки. Металл обжимается в калибре переменного сечения только за полуоборот валков. В следующий полуоборот заготовка проходит между валками без обжатия.
Рабочий процесс прокатки труб па пилигримовом стане (рис. 29) состоит в следующем: в поступающую с прошивного стана толстостенную гильзу 1 пропускают оправку 2 подающего механизма, причем длина оправки больше длины гильзы. Гильза вместе с оправкой медленно перемещается подающим механизмом к валкам. Как только металл достигает валков, зев калибра 3 захватывает часть гильзы (рис. 29, а) и обжимает ее своей рабочей частью (рис. 29,6). Во время прокатки валки стремятся вытолкнуть гильзу с оправкой назад, однако этому препятствует подающий механизм. Более того, сам механизм с малой скоростью непрерывно движется вперед. Конец оправки связан с поршнем пневматического цилиндра. После полуоборота валков гильза выходит из рабочей части калибра и становится свободной. В течение следующего полуоборота приведенный в движение поршень быстро толкает вперед оправку с гильзой, которые при этом движении поворачиваются относительно их продольной оси на 900 (рис. 29, в), и затем валки захватывают новую часть гильзы. Подающий механизм в течение одного оборота валков перемещается вперед на расстояние от 8 до 25 мм. Процесс продолжается до тех пор, пока не будет прокатана вся гильза. По окончании прокатки валки разводят и подающий механизм обратным ходом вытягивает оправку из трубы. Освобожденная труба отводится задним рольгангом к горячей пиле, где отрезают так называемую пильгерную головку.
Внутренний диаметр раскатанной трубы практически равен диаметру оправки, а ее наружный диаметр - диаметру калибра. На периодических станах можно получать трубы с наименьшим наружным диаметром 45 мм. Для получения труб меньших размеров трубы с периодического стана передают на редукционный или волочильный станы.
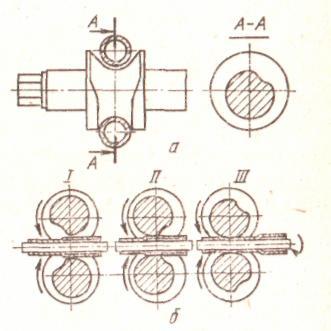
Рис. 29 . Схема пилигримовой прокатки за один оборот валка. А - профиль валка; б – стадии прокатки