

Прессование порошков
Задача прессования заключается в придании порошкообразному телу определенной формы, при заданной плотности заготовки.
Прессование порошков в холодном состоянии осуществляют:
- в матрицах пресс - формы,
- гидростатическом прессовании; -
- мундштучном прессовании;
- прокаткой и другими способами.
Для производства проволоки и листов небольшого размера вольфрамовые и молибденовые порошки прессуют в штабики в стальных разъемных пресс-формах квадратного сечения (от 10* 10 до 40* 40 мм), длинной 500 - 600 мм (рис. 2 ).
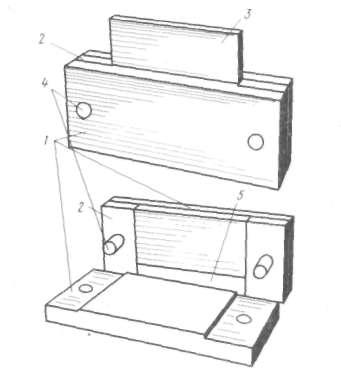
Рис. 2. Пресс-форма для прессования порошков: 1 - боковые пластины (щеки); 2 - торцевые вкладыши; 3 - пуансон; 4 - соединительные штифты ("шпильки"); 5 - нижняя подкладка
Частицы порошков вольфрама и молибдена почти не поддаются пластической деформации на холоду. Для уменьшения внешнего и межчастичного трения и достижения равномерной плотности заготовки перед прессованием к порошку добавляют жидкую смазку, например, раствор глицерина и спирте (1,5: 1). Смазка при прессовании выдавливается к стенкам пресс-формы и, смазывая их, уменьшает трение частиц порошка о стенки. При последующем спекании смазка испаряется.
Прессование ведут при удельном давлении прессования 150 - 650 мПа на гидравлических прессах с двумя вертикальными цилиндрами для нагружения пуансона и горизонтальным для сдавливания обочин пресс-формы.
При этом получают штабики с плотностью 12 -13 г/ см, что соответствует пористости 30 - 40 %.
Молибденовые штабики прессуют под давлением 200 - 300 МПа, остаточной пористостью 35 – 40 %. Молибденовые штабики прочней вольфрамовых, что объясняется большей удельной поверхностью их порошков.
При холодном прессовании в матрицу пресс-формы засыпают шихту и рабочим пуансоном производят прессование. После снятия давления изделие выпрессовывают из матрицы выталкивающим пуансоном. В процессе прессование частицы порошка подвергаются упругой и пластической деформациям, при этом существенно увеличивается контакт между частицами порошка и уменьшается пористость, что дает возможность получить заготовку нужной формы и достаточной прочности. Прессование выполняют на гидравлических или механических (эксцентриковых, кривошипных) прессах. Давление прессования составляет 200 - 1000 МПа в зависимости от состава порошка и назначения изделия.
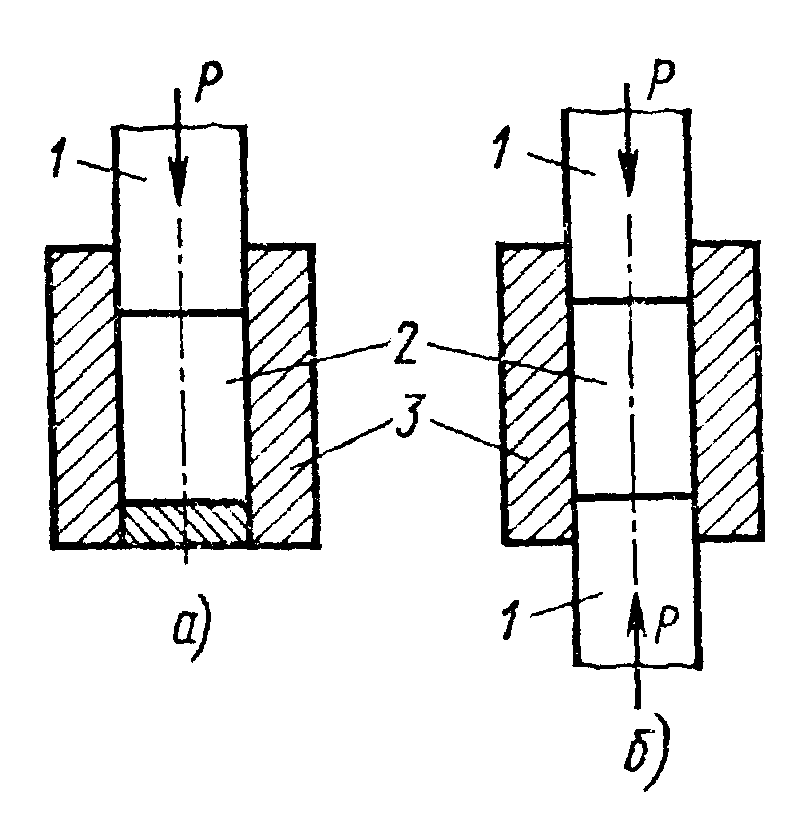
Рис. 3. Схема прессования:
1 - пуансон; 2 - металлический порошок; 3 - пресс-форма
Гидростатическое прессование применяют для получения металлокерамических заготовок простой формы и неточных размеров, а также для формирования крупных заготовок однородной плотности массой 100 - 300 кг и пористостью 30 - 35 %.
Металлический порошок, заключенный в эластичную резиновую или металлическую оболочку, рис. 4, подвергают всестороннему обжатию жидкостью, подаваемой под давлением в рабочую камеру, рис. 5.
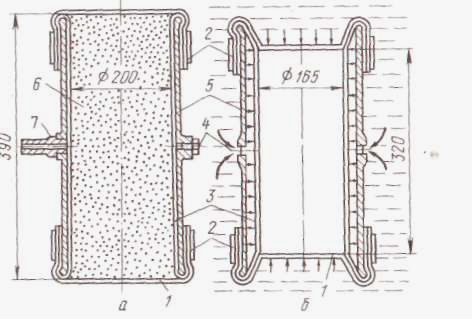
Рис. 4. Схематический разрез пресс-формы для гидростатического
прессования цилиндрической заготовки: а - заполненная пресс-форма; б -
форма после прессования; 1 - резиновая крышка ("берет"); 2 -
резиновые манжеты; 3 - резиновая оболочка; 4 - пробка; металлическая
обойма; 6 - прессуемый порошок; 7 - штуцер
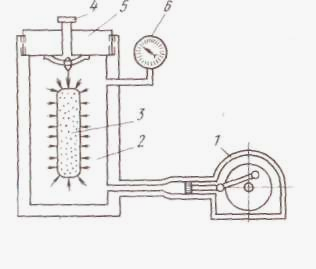
Рис. 5. Схема аппарата для гидростатического прессования: 1 - насос высокого давления; 2 - камера высокого давления; 3 - прессуемая заготовка в эластичной оболочке; 4 - вентиль для спуска давления; 5 - затвор; 6 - манометр
При гидростатическом прессовании нет трения порошка о стенки пресс-формы, что обеспечивает равномерную плотность спрессованной заготовки. Гидростатическим прессованием формуют заготовки цилиндрической или прямоугольной формы (сутунки для проката), а также трубки и изделия более сложной формы. Нужную геометрическую форму получают, помещая эластичную оболочку в стальные обоймы.
К недостаткам гидростатического формования надо отнести трудности выдерживания размеров получаемых заготовок близкими к заданным и необходимость применения механической обработки при изготовлении изделий точных форм и размеров, а также небольшую производительность процесса.
Мундштучное прессование применяют для получения металлокерамических изделий с большим отношением длины к диаметру (рис. 6. При мундштучном прессовании в шихту добавляют 10 % пластификатора (парафина). Форма изделия задается формой матрицы и может быть любой сложности. Полые профили получают с применением иглы. Изделия, полученные этим способом, имеют равномерную плотность. Для прессования металлокерамических деталей применяют механические (эксцентриковые, кривошипные, кулачковые) и гидравлические прессы.
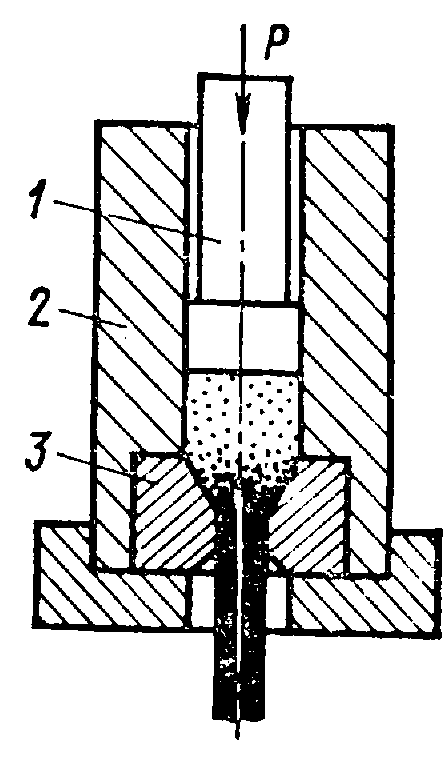
Рис. 6. Схема мундштучного прессования:
1- пуансон; 2 - контейнер; 3 - матрица
Прокаткой металлических порошков получают спрессованную ленту, которую подвергают спеканию. Металлические порошки прокатывают в вертикальном и горизонтальном направлениях. При прокатке в вертикальном направлении (рис. 7, а) на валки 3 устанавливают бункер 1, который предохраняет порошок 2 от просыпания При прокатке в горизонтальном положении (рис. 7, б) применяют наклонный желоб или принудительную подачу порошка шнековым механизмом.
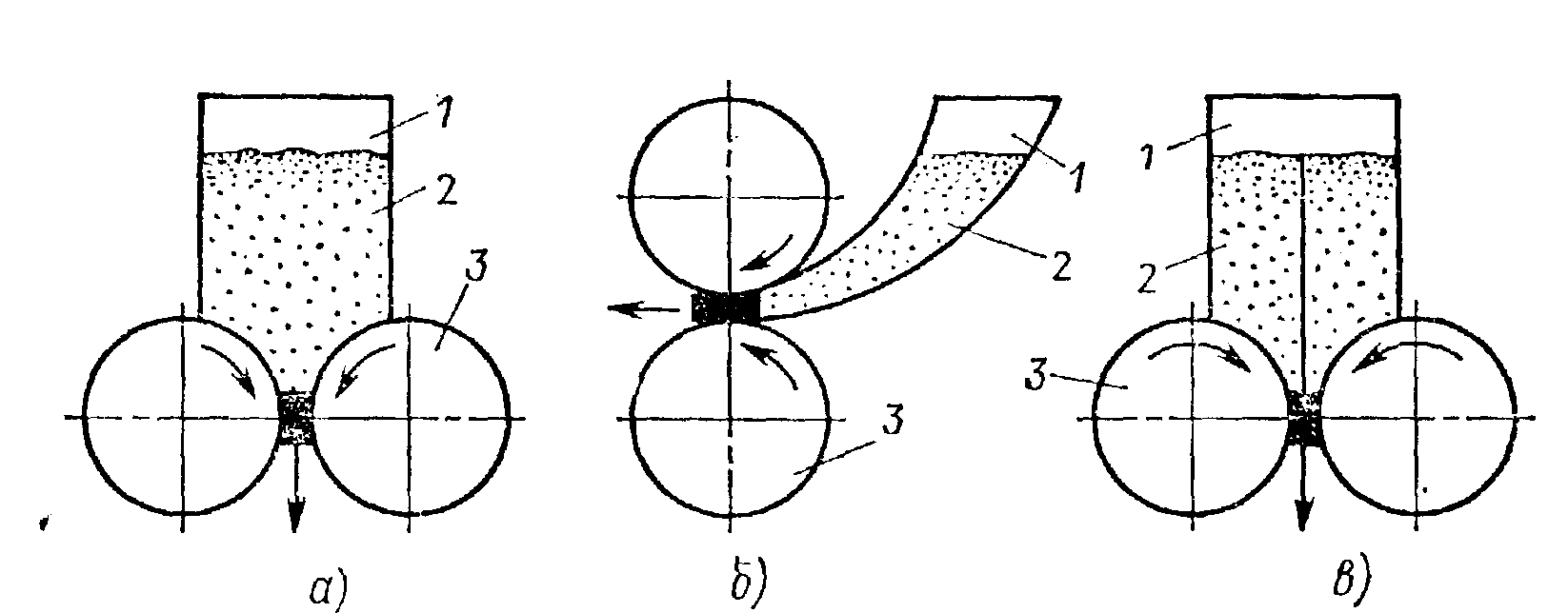
Рис. 7. Схема прокатки металлических порошков
Прокаткой можно получать двух- и трехслойные ленты по схеме, приведенной на рис. 7, в. В настоящее время методом прокатки металлических порошков получают ленты толщиной 0,025 - 3 мм и шириной 300 мм.
Прокатка металлокерамических материалов - перспективный метод порошковой металлургии. Перед обычным прессованием она имеет ряд преимуществ: отсутствие дорогостоящих пресс-форм; возможность получения изделий относительно больших размеров при малой толщине и более однородных по плотности; более высокая производительность; значительно меньшая мощность прокатных станов, чем мощность прессов для производства изделий той же площади.
При горячем прессовании в пресс-форме изделие не только формуется, но и подвергается спеканию, что позволяет получать беспористый материал с высокими физико-механическими свойствами. Горячее прессование можно осуществлять в вакууме, в защитной или восстановительной атмосфере, в широком интервале температур (1200 -1800°С) и при более низких давлениях, чем холодное прессование. Этим методом получают изделия из трудно деформируемых материалов (боридов, карбидов и др.).
Шликерным называют формование металлического порошка заполнением шликером, представляющим собой устойчивую суспензию порошка в жидкости, пористой формы, обеспечивающей удаление жидкости из шликера.
Для приготовления шликера используют сравнительно мелкие порошки с размером частиц до 30 - 40 мкм (желательно до 5 - 10 мкм), взвесь которых в воде, спирте или четыреххлористом углероде однородна и не расслаивается в течение длительного времени. Количество твердого в шликере составляет 40 -70 %. Шликер содержит также некоторое количество добавок (дефло-кулянтов) (кислоты или щелочи, различные соли), препятствующих слипанию твердых частиц. Форму для шликерного формования изготавливают из гипса, корро-зионностойкой стали, спеченного стеклянного порошка, пластика. Чтобы получить заготовку, шликер сначала наливают в форму, а затем через некоторое время выливают из нее.
Механизм формования заключается в осаждении твердых частиц на стенках формы под действием направленных к ним потоков жидкости. Эти потоки возникают в результате впитывания жидкости в гипсовую форму под влиянием разрежения, создаваемого за перфорированной стенкой стальной или стеклянной формы, или под воздействием центробежных сил, создающих давление в несколько мегапаскалей при так называемом центробежном шликерном формовании.
Относительная плотность получаемых заготовок может достигать 60 %. Связь между частицами обусловлена в основном их механическим зацеплением.
Шликерное формование позволяет изготавливать трубы, сосуды и изделия сферической и других сложных форм, которые трудно получить другими методами, особенно в случае хрупких порошкообразных материалов (карбидов, нитридов, силицидов, боридов и других химических соединений различных металлов).
Динамическое (импульсное) формование.Формование металлического порошка или порошковой формовки, при котором уплотнение производится ударными волнами в интервале времени, не превышающем 1 с.
В зависимости от вида источника энергии формование называют взрывным, электрогидравлическим (электрогидродинамическим), электромагнитным, пневмомеханическим и вибрационным.
При взрывном формовании энергия пороховых газов сообщает определенную скорость снаряду, ударяющему по прессующему пуансону, либо передается на прессуемый порошок всесторонне через жидкость, причем порошок находится в эластичной оболочке. Происходящее при уплотнении порошка выделение тепла приводит к нагреву контактных межчастичных участков и облегчает процесс их деформирования.