

«Переходы графа операций»
|
t0 |
Общий запуск системы |
|
t1 |
Опускание руки робота в крайнее нижнее положение |
|
t2 |
Захват заготовки рукой манипулятора |
|
t3 |
Подъем манипулятора в крайнее верхнее положение |
|
t4 |
Подвод руки манипулятора к столу |
|
t5 |
Продольное перемещение стола вправо |
|
t6 |
Опускание руки манипулятора к столу |
|
t7 |
Отключение схвата руки, установка заготовки на столе |
|
t8 |
Продольное перемещение стола влево |
|
t9 |
Подвод режущего инструмента к заготовке |
|
t10 |
Начало обработки заготовки режущим инструментом |
|
t11 |
Окончание обработки заготовки |
|
t12 |
Отвод режущего инструмента от детали |
|
t13 |
Продольное перемещение стола вправо |
|
t14 |
Захват обработанной детали рукой робота |
|
t15 |
Установка детали на столе |
|
t16 |
Продольное перемещение стола влево |
|
t17 |
Подвод режущего инструмента к детали |
|
t18 |
Продольное перемещение стола вправо |
|
t19 |
Захват обработанной детали роботом |
|
t20 |
Переход в крайнее верхнее положение робота |
|
t21 |
Отвод руки робота от стола |
|
t22 |
Опускание руки робота в крайнее нижнее положение |
|
t23 |
Фиксация обработанной детали в кассете |
|
t24 |
Переход в начальное состояние манипулятора |
|
tx1 |
Включение счетчика операций 1 |
|
tx2 |
Включение счетчика операций 2 |
|
tx3 |
Включение счетчика операций 3 |
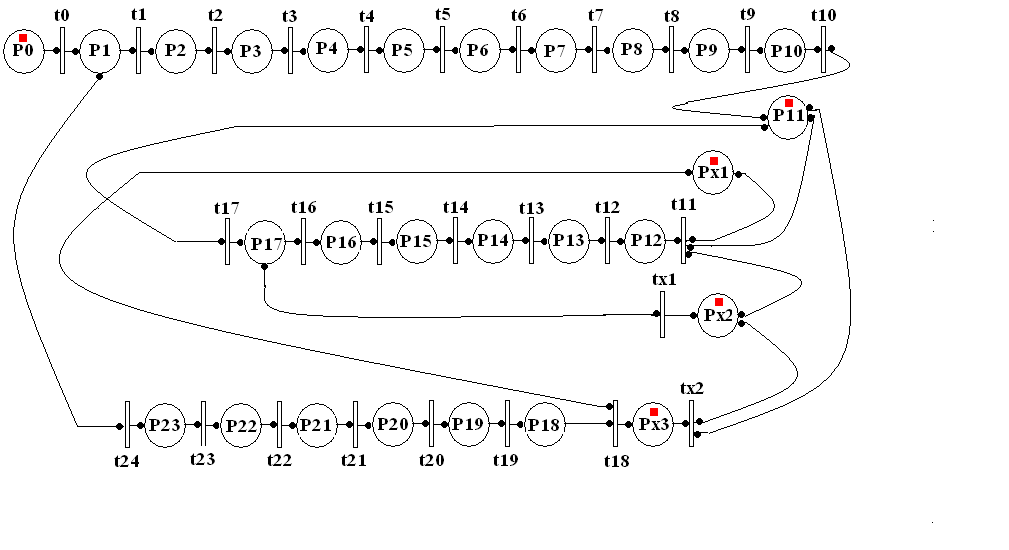
Рис.5
Граф операций работы ртк
8. Промежуточное описание алгоритма управления объектом в виде системы конъюнктивных секвенций.
На этапе логического проектирования происходит переход от первичного графического описания логического алгоритма к промежуточному, в процессе которого происходит взаимнооднозначное преобразование графического описания в аналитическую форму, которое, в свою очередь, обладает рядом положительных свойств, необходимых для подготовки ввода описания логического алгоритма в микроконтроллер.
Это промежуточное описание можно осуществлять на языке систем секвенций. Для алгоритмов логического управления дискретными технологическими объектами очень подходит аналитическая форма графа операций в виде системы конъюктивных секвенций, которая упрощает переход от первичного графического описания к управляющей программе. При этом в левой части секвенциальных операторов содержится конъюкция, состоящая из логических переменных, кодирующих позиции, из которых ведет данный переход графа операций и логических переменных, взвешивающих данный переход. В правой части содержится конъюкция, состоящая из логических переменных, кодирующая позиции, в которые ведет данный переход и логических переменных, взвешивающих эти позиции.
Аналитическое описание алгоритма управления вертикально-сверлильным станком в виде системы конъюктивных секвенций будет выглядеть следующим образом:
M0:
![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()
![]() ├
├![]()