

3. Теоретическое обоснование работы
Анилоксовый вал представляет собой металлический или метал-локерамический точной формы цилиндр, боковая поверхность которого равномерно покрыта одинаковыми гравированными ячейками. Стенки ячеек в их верхней части разделены перемычками. Ячейки заполняются краской. Если в процессе печатания на поверхности перемычек краски нет, печатная форма получает точно определенное и равномерное количество краски. Удаление краски с поверхности перемычек осуществляется ракелем.
В настоящее время используется несколько способов создания углубленных растровых ячеек на поверхности анилоксового вала: молетирование, при котором на поверхности вала под большим давлением одновременно накатывается много ячеек; электронное гравирование, когда каждая растровая ячейка гравируется с помощью алмазной головки; химическое травление; лазерное гравирование.
Параметрами анилоксового вала (рис. 4.1) являются шаг, ширина перемычек, ширина и глубина ячеек. Определяющей характеристикой
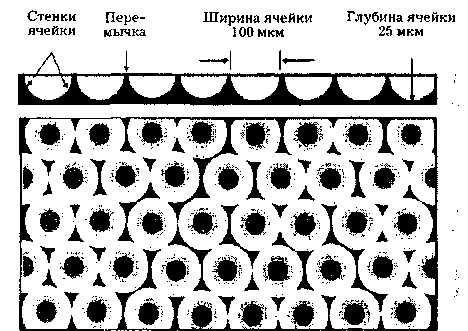
Рис. 4.1. Параметры анилоксового вала
анилоксового вала является краскоемкость — отношение объема ячеек к единице поверхности (см3/м2).
В связи с многообразием видов печатных изображений и запечатываемых материалов в каждом конкретном случае на форму должно наноситься именно то количество краски, которое наиболее соответствует данному случаю. Широкий диапазон этих вариаций требует и многообразия анилоксовых валов различной краскоемкости, которая определяется линиатурой вала (лин/см), т.е. формой, величиной и количеством растровых ячеек на единице поверхности. Ани-локсовый вал линиатурой 80 лин/см имеет шаг 0,125 мм, а линиатурой 200 лин/см — 0,05 мм.
При выборе анилоксового вала необходимо также учитывать характер воспроизводимого изображения. Необходимо, чтобы самый маленький элемент на печатной форме был больше ячейки анилоксового вала (рис. 4.2).
Анилоксовый растрированный вал должен переносить на печатную форму столько краски, чтобы ее было достаточно для равномерного, нужной толщины с четкими краями покрытия всех элементов печатной формы.
4. Методика и порядок выполнения работы
4.1. После подготовки флексографской печатной машины к работе получают оттиски с анилоксовыми валами трех различных линиатур.
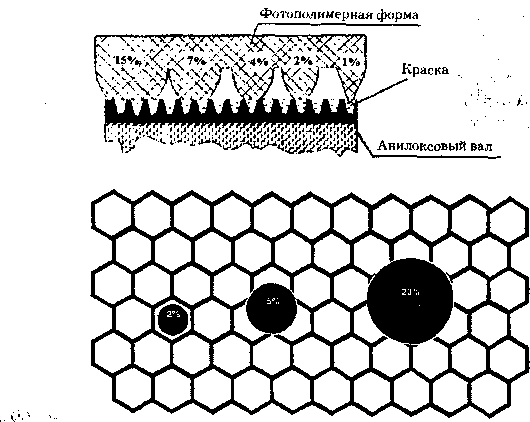
Рисунок 4. 2. Схема взаимодействия различных по величине печатающих элементов
флексографской формы с ячейками анилоксового вала
-
Измеряют оптическую плотность всех полей растровых шкал.
-
Строят графики зависимости оптической плотности оттисков от относительной площади растровых точек на фотоформе.
Оценивают влияние линиатуры анилоксового вала на оптические показатели оттиска
5. Оборудование, приборы и материалы
Машины флексографской печати L33/150, анилоксовые валы трех линиатур, печатная форма с растровыми шкалами трех линиатур, печатная краска, разбавитель, запечатываемый материал, денситометр, растворитель, ветошь.
6. Содержание отчета
-
Название, цель и содержание работы.
-
Краткое описание эксперимента.
-
Графические зависимости.
-
Выводы по работе.
Лабораторная работа 9
Определение параметров процесса
печатания по оттиску с тест-форм
1. Цель работы
Изучить методы тестового контроля качества печатного процесса и дать рекомендации по устранению имеющихся недостатков.
2. Содержание работы
-
Ознакомиться с элементами тест-форм для контроля различных показателей оттиска.
-
Осуществить замеры параметров оттиска.
-
Выполнить анализ полученных результатов, определить возможные отклонения.
-
Оценить полученные результаты.
3. Теоретическое обоснование работы
Пробную печать со специальных тест-форм проводят при запуске процесса впервые, для проверки качества настройки машины, а также при изменении производственных условий.
Пробные оттиски должны быть получены в максимально нормализованных условиях.
Пробные оттиски для экспресс-оценки качества печатного процесса получают триадными красками с комплекта тест-форм, содержащих специальные контрольные элементы, которые позволяют объективно оценить плотность плашек, равномерность нанесения краски, растискивание, скольжение, воспроизводимость глубоких теней и высоких светов, двоение, воспроизведение позитивных и негативных штрихов, обеспечение баланса «по-серому».
Контроль оптической плотности проводят с помощью денситометра по плашкам. Оптическую плотность (среднее значение трех измерений) желтой краски на оттиске измеряют за синим светофильтром, пурпурной — за зеленым, голубой — за красным, черной — за фильтром видности. Значения оптической плотности желтой, пурпурной, голубой и черной красок должны соответствовать установленным нормативам:
Дж=1,1-1,2;Дп=1,25-1,35;Дг=1,3-1,4; Дч=1,4-1,5.
Контроль равномерности нанесения краски также проводят с помощью денситометра по плашкам, измеряя отражение в трех местах плашки. Показателем равномерности нанесения краски является разница между максимальным и минимальным значениями плотности отражения. Равномерность нанесения краски считается хорошей, если разность не превышает 0,1 единицы плотности, удовлетворительной— 0,15.
Рис. 5.1. Элемент
для контроля растискивания и давления
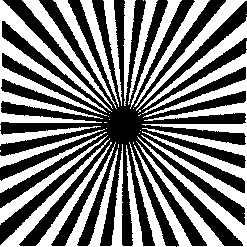
Скольжение и дробление оценивают визуально по элементам, представляющим собой концентрические окружности (рис. 5.2) или взаимно перпендикулярные линии (рис. 5.3).
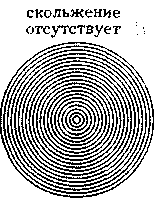
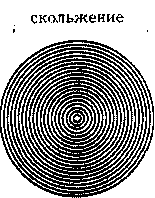
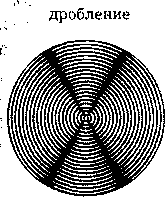
Рис. 5.2. Элемент контроля скольжения и дробления
в виде концентрических окружностей
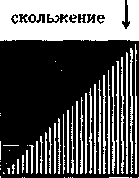
Скольжение проявляется на оттиске в виде «смазанных» элементов изображения (рис. 5.4).
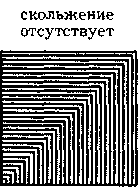

перпендикулярных линий
Воспроизведение глубоких теней изображения оценивают с помощью лупы по элементам растровой шкалы с относительной площадью точки 75%. Наличие пробелов на этих участках свидетельствует о хорошем качестве воспроизведения глубоких теней. Отсутствие пробелов указывает на неудовлетворительное качество печатного процесса.
Воспроизведение высоких светов оценивают с помощью лупы по элементам растровой шкалы с минимальной относительной площадью растровой точки.
Рис.
5.4. оттиск
со скольжением
Наличие на оттиске минимальных растровых точек характеризует удовлетворительное качество воспроизведения высоких светов. Отсутствие мелких растровых точек на оттиске свидетельствует о неудовлетворительном качестве воспроизведения высоких светов.
Двоение в процессе печатания оценивают с помощью лупы также по минимальным растровым точкам шкалы. При наличии двоения появляются следы дублирования точек или они приобретают эллипсовидную форму (рис. 5.5).
Воспроизведение негативных и позитивных штрихов оценивают с помощью микроскопа с окуляром-микрометром с измерением их фактической толщины. Цифровая индексация показывает ширину штрихов на фотоформе.
Рис.
5.5. Пример
двоения
изображения
Контроль цветового баланса «по-серому» осуществляют по растровым полям, образующим серый цвет путем наложения желтой, пурпурной и голубой красок. Данная шкала должна быть визуально нейтрально-серой. Наличие цветового оттиска шкалы свидетельствует о нарушении баланса трех цветных красок.