

3.3. Выпрямители сварочные параметрические
3.3.1. Выпрямитель с секционированными обмотками
П
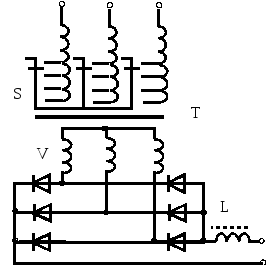
Рис. 3.11. Упрощенная схема выпрямителя, управляемого трансформатором с секционированными обмотками
Напряжение холостого хода выпрямителя е трехфазной мостовой схемой из (3.5):
 (3.9)
(3.9)
Выпрямитель с трансформатором с секционированными обмотками имеет жесткую или естественную пологопадающую внешнюю характеристику благодаря малому сопротивлению трансформатора и выпрямительного блока. Характеристика имеет небольшой наклон ρu=0…–0,03 В/А.
Выпрямленное напряжение холостого хода и рабочее регулируется изменением числа витков первичных обмоток W1 с помощью трехполюсных переключателей S (см. рис. 13, а) или трехфазных контакторов К (см. рис. 3.11)
W1↑=>U0↓=>Uв↓.
Таких переключателей может быть несколько, тогда общее число ступеней регулирования определяется как произведение числа ступеней отдельных переключателей n=n1,n2… Реже применяют секционирование вторичной обмотки.
Рассмотрим сварочные свойства выпрямителя при механизированной сварке в углекислом газе. При низких напряжениях дуги перенос электродного металла происходит с короткими замыканиями. При этом скорость нарастания тока короткого замыкания достигает 750 кА/с, а коэффициент разбрызгивания электродного металла – 20%. Скорость нарастания тока снижают: используя схемы с низкой пульсацией выпрямленного напряжения (трехфазную мостовую или шестифазные), увеличивая крутизну падающей внешней характеристики, путем введения большей индуктивности в цепь выпрямленного тока. Обычно используется дроссель с индуктивностью 0,2...0,5 мГн. Благодаря этим мерам, удается снизить разбрызгивание до 3...10%. Напряжение холостого хода у таких выпрямителей, близкое к рабочему напряжению, невелико. Поэтому начальное зажигание дуги, особенно при большой скорости подачи проволоки, затруднительно. Время достижения устойчивого режима составляет 0,2...1с.
К недостаткам такого выпрямителя относят отсутствие стабилизации выпрямленного напряжения и перерасход обмоточных материалов, так как на высших ступенях регулирования часть витков первичной обмотки не используется. Главные достоинства - простота и надежность.
Серийно выпускается выпрямитель ВС-300Б. Его силовая схема соответствует схеме на рис. 3.11. Два переключателя в цепи первичных обмоток обеспечивают две ступени регулирования. Секционирование вторичной обмотки дает две ступени грубого регулирования, кроме того, возможно изменение схемы соединения обмоток в треугольник или звезду. Сглаживающий дроссель имеет две ступени регулирования индуктивности. Выпрямительный блок собран из шести кремниевых диодов В2-200-2. В схеме выпрямления предусмотрен дополнительный диод, при включении которого повышается пульсация напряжения, что может быть использовано для импульсно-дуговой сварки.
Ранее в больших количествах выпускались более простые выпрямители BC-200, ВС-300, BC-500, BC-600