

17.1 Классификация способов сварки Одним из признаков классификации способов сварки является применение давления для сжатия деталей в процессе сварки. Сварка может осуществляться:
- без приложения давления, путем расплавления металла свариваемых частей и слияния его; после затвердевания образуется шов (сварка плавлением);
- с применением давления, способствующего плотному контакту и взаимной диффузии металла в месте соприкосновения свариваемых частей (сварка давлением).
Сварка плавлением применяется шире вследствие меньшей стоимости, простоты оборудования и универсальности.
Сварка подразделяется на химическую, при которой для нагревания используется тепло химической реакции (например, горение твердого или газообразного топлива); к ней относятся газовая, кузнечная и термитная сварка; электрическую, при которой для нагревания используется электрический ток (электродуговая, электрошлаковая, электроконтактная); механическую (сварка трением, холодная сварка); ультразвуковую; сварку электронным лучом, а также диффузионную сварку в вакууме. Наиболее распространенными являются электродуговая, электрошлаковая, электроконтактная и газовая сварка.
Кузнечная сварка применяется для низкоуглеродистых сталей. Она осуществляется при температуре, близкой к точке плавления стали (1350-14500С), при проковке наложенных свариваемых концов. Этот старинный способ сварки трудоемкой и малопроизводительный, поэтому применяется редко.
Термитная сварка производится при помощи порошковой смеси одной части алюминия с тремя-четырьмя частями окиси железа. Термит легко зажигается и при бурном горении достигается температура 30000С. Наплавленным железом заполняют стыки соединений. Этот способ удобен для сварки рельсов и др.
Сварка трением применяется для соединения стержней встык. В сварочной машине один стержень закрепляется неподвижно, другой вращается, касаясь торцом От трения температура повышается. По достижении пластического состояния вращение прекращают, стержни сдавливают, и они свариваются. Сваркой трением соединяют однородные и разнородные металлы.
Холодная сварка производится без подогрева, но при больших удельных давлениях. Она применяется для меди, алюминия, свинца, никеля, серебра и их сплавов. Холодная сварка делится на стыковую, точечную и шовную.
Ультразвуковая сварка основана на преобразовании ультразвуковых колебаний в механические, что приводит к пластической деформации поверхностей свариваемых деталей и срастанию кристаллов. Этот способ применяется для соединений металлов внахлестку, а также для сварки пластмасс.
Сварка электронным лучом производится путем помещения в вакуумную камеру изделий из тугоплавких металлов (вольфрама, молибдена и др.). На место, подлежащее сварке, направляют фокусированный электронный луч, под действием которого металл расплавляется и сваривается.
17.2 Электрическая сварка
Электрическая сварка металлов – русское изобретение.
Русский ученый Василий Владимирович Петров в 1802 г. открыл явление электрической дуги и показал возможность плавления металлов в дуге. В 1882г. русский инженер Николай Николаевич Бенардос предложил применить электрическую дугу для сварки металлов угольным электродом, а в 1888г. горный инженер Николай Гаврилович Славянов заменил графитовый электрод металлическим.
Электросварка подразделяется на дуговую и контактную. При дуговой сварке энергия, необходимая для нагрева и расплавления металла, выделяется электрической дугой. Сварочная дуга питается постоянным током от сварочных машин-генераторов и переменным током от сварочных трансформаторов. Дуговая сварка может быть ручной и автоматической. Автоматическая обеспечивает получение высококачественного шва и резко увеличивает производительность труда.
При электродуговой сварке электрический ток по одному проводу подводится к свариваемому металлу, а по другому – к держателю, в котором зажат электрод. При приближении электрода к металлу между ними образуется электрическая дуга, расплавляющая металл.
При сварке листов 1 (рис.17.2) металлическим электродом 3 по способу Н.Г.Славянова электрод сам плавится в сварочной дуге 2 и образует жидкий металл, заполняющий промежутки между свариваемыми частями. Для повышения качества направляемого металла электрод покрывается специальной обмазкой, которая также расплавляется и покрывает капли жидкого металла слоем шлака, защищая его от вредного влияния кислорода и азота окружающего воздуха. Ток к электроду подводится через держатель 4 по проводу 5.
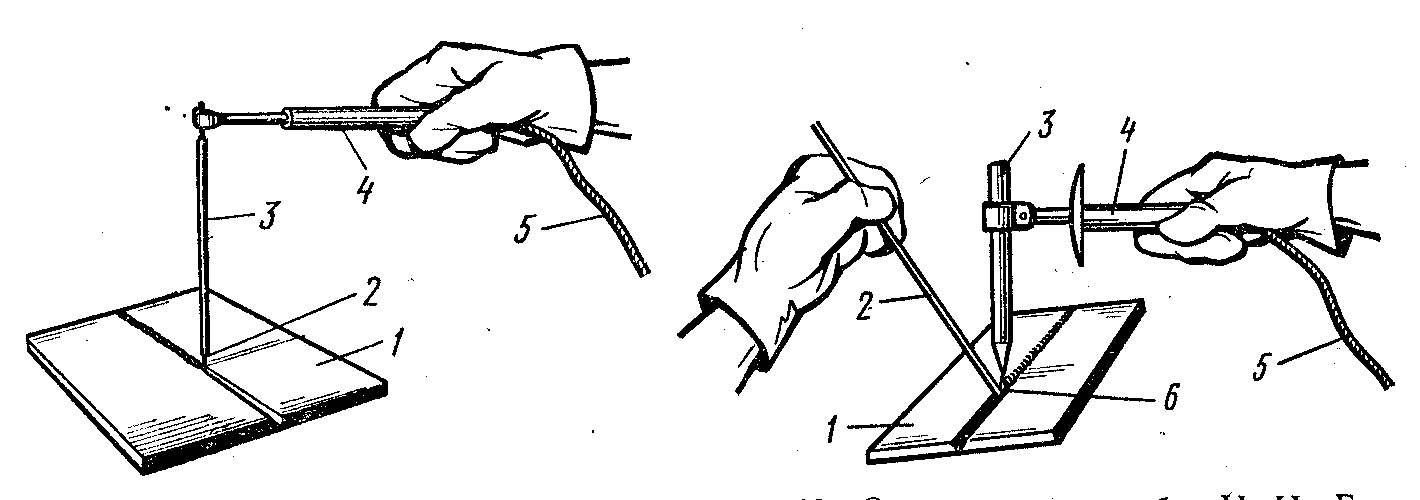
Рисунок 17.2 Сварка
по способу
Н.Г.Славянова
Рисунок 17.3 Сварка
по способу
Н.Н.Бенардоса
При сварке листов 1 (рис. 17.3) угольным электродом 3 по способу Н.Н.Бенардоса электрод не плавится. Заполнение шва производится расплавлением проволоки 2, вводимый со стороны в пламя сварочной дуги 6. Ток к электроду подводится по проводу 5 через электрододержатель 4. Этот способ применяется редко, так как менее удобен и не дает высокого качества наплавляемого металла.
Контактная сварка основана на использовании тепла, выделяющегося при прохождении электрического тока через свариваемый участок. Свариваемые детали в мест контакта нагревают до пластического состояния и сдавливают под определенным усилием, получая, таким образом, неразъемное соединение. Контактная сварка делится на стыковую, точечную и роликовую.