

Контрольные вопросы:
-
Почему при использовании ручной ножовкой необходимо следить за тем, чтобы в процессе резания участвовало не менее двух-трех зубьев?
-
Почему при резании вибрационными ножницами больших листов подачу следует осуществлять за счет перемещения ножниц?
-
Какую роль выполняет смазка, вносимая в зону резания, при разрезании труб труборезом?
-
Чем вызвана необходимость использования рукавиц при резании металла ножницами?
-
В чем преимущества раздвижного ножовочного станка перед цельным?
Тема 7 Правка и гибка
Студент должен:
знать:
-
приемы правки и гибки металла;
-
инструменты и приспособления, применяемые при гибке и правке металла;
-
правила техники безопасности при гибке и правке металла.
уметь:
-
выполнять правку и гибку металла вручную и приспособлениями;
-
проводить контроль выполненных операций: правки и гибки.
Оснащение рабочего места: тиски слесарные, тиски ручные, угольники-нагубники к тискам; ножницы по металлу; молотки слесарные для правки массой 500…600 г; молотки из мягких металлов; молотки деревянные, киянки; линейки измерительные металлические, чертилки; кернеры; шаблоны разметочные; очки защитные.
7.1 Правка представляет собой первую операцию по подготовке заготовки или металла для ее последующей технологической обработки. Она предназначается для устранения искажений формы (вмятин, выпучиваний, волнистости, коробления, искривления и т.п.) путем пластического деформирования. Металл подвергается правке как в холодном, так и в нагретом состоянии. Правку можно выполнять ручным способом на стальной или чугунной плите или на наковальне, машинную правку производят на прессах и правильных вальцах.
Для правки применяют: молотки с круглым полированным бойком, так как молотки с квадратным бойком оставляют следы в виде забоин; молотки из мягких материалов (медные, свинцовые, деревянные); гладилки и поддержки (металлические или деревянные бруски) для правки тонкого листового и полосового металла; правильные бабки для закаленных деталей с цилиндрической, сферической и прочими фасонными поверхностями.
К
Рисунок
7.1 Приемы правки листового
материала
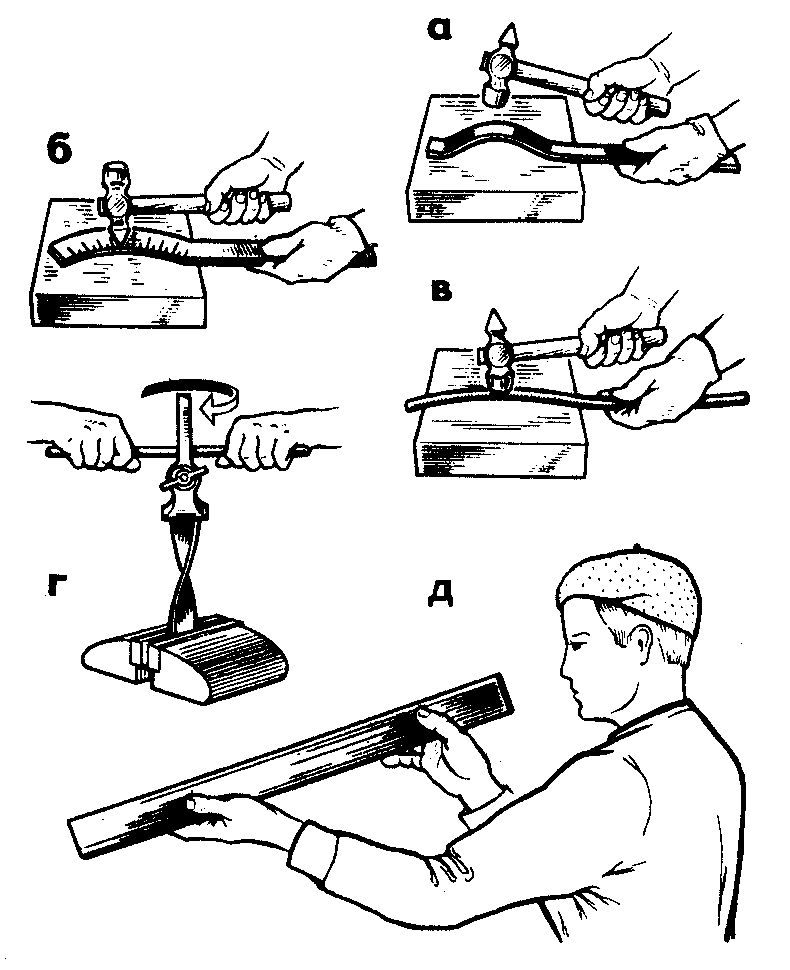
Рисунок 7.2 Приемы
правки металла
полосового
и круглого сечения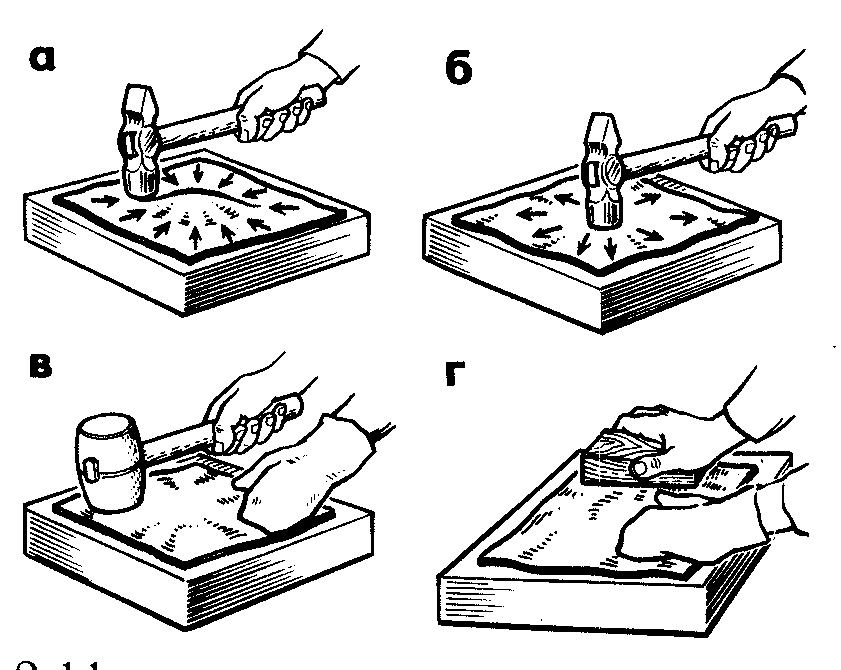
Простейшей является правка металла изогнутого по плоскости. В этом случае молотком или кувалдой наносят сильные удары по наиболее выпуклым местам полосы, уменьшая силу удара по мере выпрямления и поворачивая полосу с одной стороны на другую по мере необходимости (рис. 7.2 а, б). Сложней правка металла, изогнутого по ребру. Если в первом случае правка заключалась в простом выравнивании полосы, то здесь прибегают к деформированию растяжением части металла (рис. 7.2, в). Правку полос, имеющих скрученный (спиральный) изгиб (рис. 7.2, г), рекомендуется проводить методом раскручивания, для чего один конец заготовки зажимают в слесарные тиски, а на втором конце закрепляют ручные тисочки. Затем рычагом выправляют спиральную кривизну. При необходимости окончательную правку проводят на плите. Результаты правки (прямолинейность заготовки) проверяют на глаз (рис. 7.2, д), а для более точной проверки – на разметочной или контрольной плите по просвету, наложением линейки на полосу или щупом.
Правка листового материала – более сложная операция. Она зависит от вида деформирования, как, например, выпуклости или вмятины в середине листа или заготовки, более сложного деформирования, когда заготовка имеет одновременно выпуклость и волнистость кромок листа (рис. 7.1). Предварительно обводят мелом или карандашом волнистые участки на заготовке, затем кладут её на плиту выпуклостью вверх так, чтобы заготовка металла всей поверхностью была на плите. Придерживая лист левой рукой в рукавице, правой наносят молотком удары от края листа по направлению к выпуклости (рис. 7.1, а), по мере приближения к выпуклости удары наносят слабей и чаще. Во время правки заготовку поворачивают в горизонтальной плоскости так, чтобы удары равномерно распределялись кругом по всей площади заготовки. Если на листе имеется несколько выпуклостей, то удары наносят в промежутке между выпуклостями. В результате этого лист растягивается, и все выпуклости сводятся в одну общую, которую выправляют указанным выше способом.
Если лист имеет волнистость по краям, но ровную середину, то удары молотком наносят от середины листа к краям (рис. 7.1, б). От воздействия этих ударов лист в середине вытягивается, и волны по кромкам листа исчезают. После этого лист следует перевернуть и продолжать правку таким же способом до получения требуемых допусков прямолинейности и плоскостности.
Правку тонких листов производят деревянными молотками–киянками (рис. 7.1, в), а очень тонкие листы проглаживают деревянным или металлическим бруском – гладилкой, придерживая их на плите левой рукой (рис. 7.1, г). При правке лист периодически переворачивают.
Правку закаленных заготовок, иногда называемую рихтовкой, вызванную короблением при термической обработке, проводят различными молотками с закаленным бойком или специальным молотком с закругленной узкой стороной бойка. Удары наносят не по выпуклой, а по вогнутой стороне заготовки. Таким образом достигается растяжение волокон металла на вогнутой стороне заготовки и её выпрямление. Правку заготовок более сложной формы, например угольника, у которого после закалки изменился угол между измерительными сторонами, производят следующими способами: если угол стал меньше 900, то удары молотком наносят у вершины внутреннего угла (рис.7.3, а), если угол стал больше 900, то удары наносят у вершины наружного угла (рис. 7.3, б).
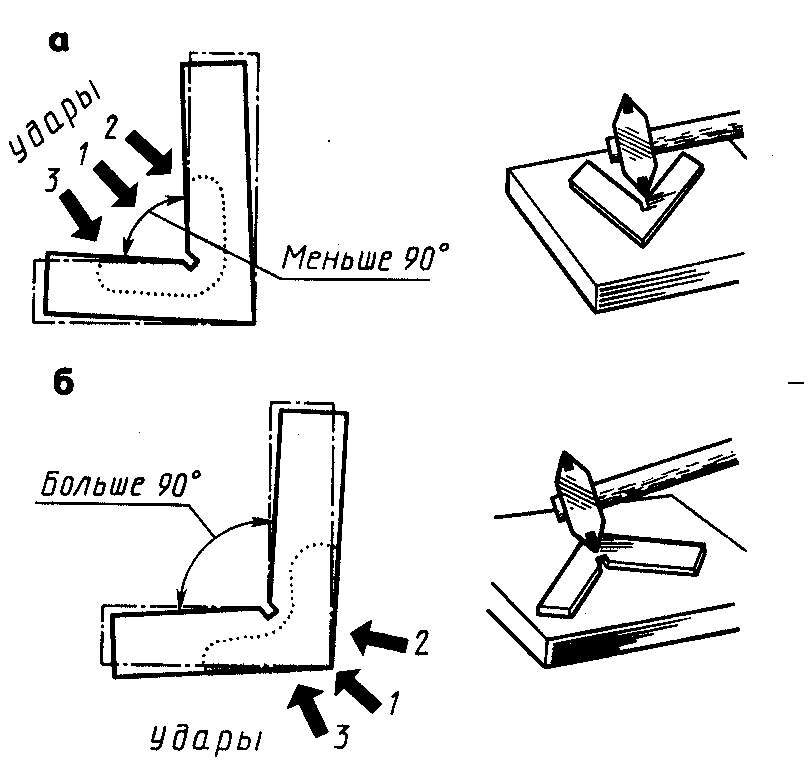
Рисунок 7.3 Правка
закаленных деталей
и места
нанесения ударов
7.2 Типичные дефекты при правке, причины их появления
и способы предупреждения
Таблица 5
|
Дефект |
Причина |
Способ предупреждения |
|
После правки обработанной детали в ней имеются вмятины |
Правка производилась ударами молотка или кувалды непосредственно по детали |
Правку производить через прокладку или наставку из мягкого металла, при правке обработанные цилиндрические детали устанавливать на призмы |
|
После правки листового материала киянкой или молотком через деревянную наставку лист значительно деформирован |
Применялись недостаточно эффективные способы правки |
Применять способ правки путем растяжения металла по краям выпуклости, чередуя этот способ с правкой прямыми ударами |
|
После рихтовки полоса непрямолинейна по ребру |
Процесс правки не окончен |
Правку заканчивать ударами по ребрам полосы, переворачивая ее в процессе правки на 1800 |
Контрольные вопросы:
-
Почему при правке металлов рекомендуют применять молоток с круглым, а не с квадратным бойком?
-
Почему при правке мягких материалов и тонких листов рекомендуется использовать прокладки?
-
Чем вызвана необходимость использования молотков с вставками из твердых материалов при рихтовке заготовок?
-
С какой целью при правке валов с предварительно обработанными поверхностями применяют для их установки призмы?
-
В чем состоят особенности правки деталей, подвергшихся термической обработке?
7.3 Гибка – одна из наиболее распространенных слесарных операций. Её применяют для придания заготовке изогнутой формы по заданному контуру. В процессе гибки металл подвергается одновременному воздействию растягивающих и сжимающих сил. При гибки необходимо учитывать механические свойства металла, его упругость, степень деформирования, толщину, форму и размеры сечения заготовки, углы и радиусы изгиба детали. Радиус изгиба не следует принимать близким к минимально допустимому, если это не диктуется конструктивными требованиями. Целесообразно не допускать радиус изгиба меньше толщины заготовки, так как уменьшение радиуса приводит к появлению трещин и других дефектов. В холодном состоянии рекомендуется изгибать детали из листовой стали толщиной до 5 мм, из полосовой стали толщиной до 7 мм, из круглой стали диаметром до 10 мм.
Гибку полосы из листовой стали выполняют в следующем порядке: наносят риску загиба, зажимают заготовку в тисках между угольниками-нагубниками так, чтобы разметочная риска была обращена к неподвижной губке тисков и выступала над ней 0,5мм (рис. 7.4, а), и ударами молотка, направленными к неподвижной губке, загибают конец полосы (рис. 7.4, б). Для гибки скобы заготовку зажимают в тисках между угольником и бруском–оправкой загибают первый конец (рис. 7.4, в), затем, вложив внутрь скобы брусок–оправку требуемого размера, зажимают скобы в тиски на уровне рисок и сжимают вторую лапку (рис. 7.4, г). Гибка полосы под острым углом с применением специальной оправки показана на рис.7.4, д.
Гибку хомутика из тонкой полосовой стали выполняют в следующем порядке: зажимают в тисках оправку 1 требуемого диаметра (рис. 7.5, а), загибают заготовку 2 на оправке двумя плоскогубцами 3 и обрабатывают хомутик окончательно с помощью молотка на оправке в тисках (рис. 7.5, б, в).
Рисунок
7.4 Приемы гибки полос
1-оправка; 2 -
заготовка; 3 - плоскогубцы; 4 - нагубники;
5 - медная пластина Рисунок
7.5 Приемы гибки хомутика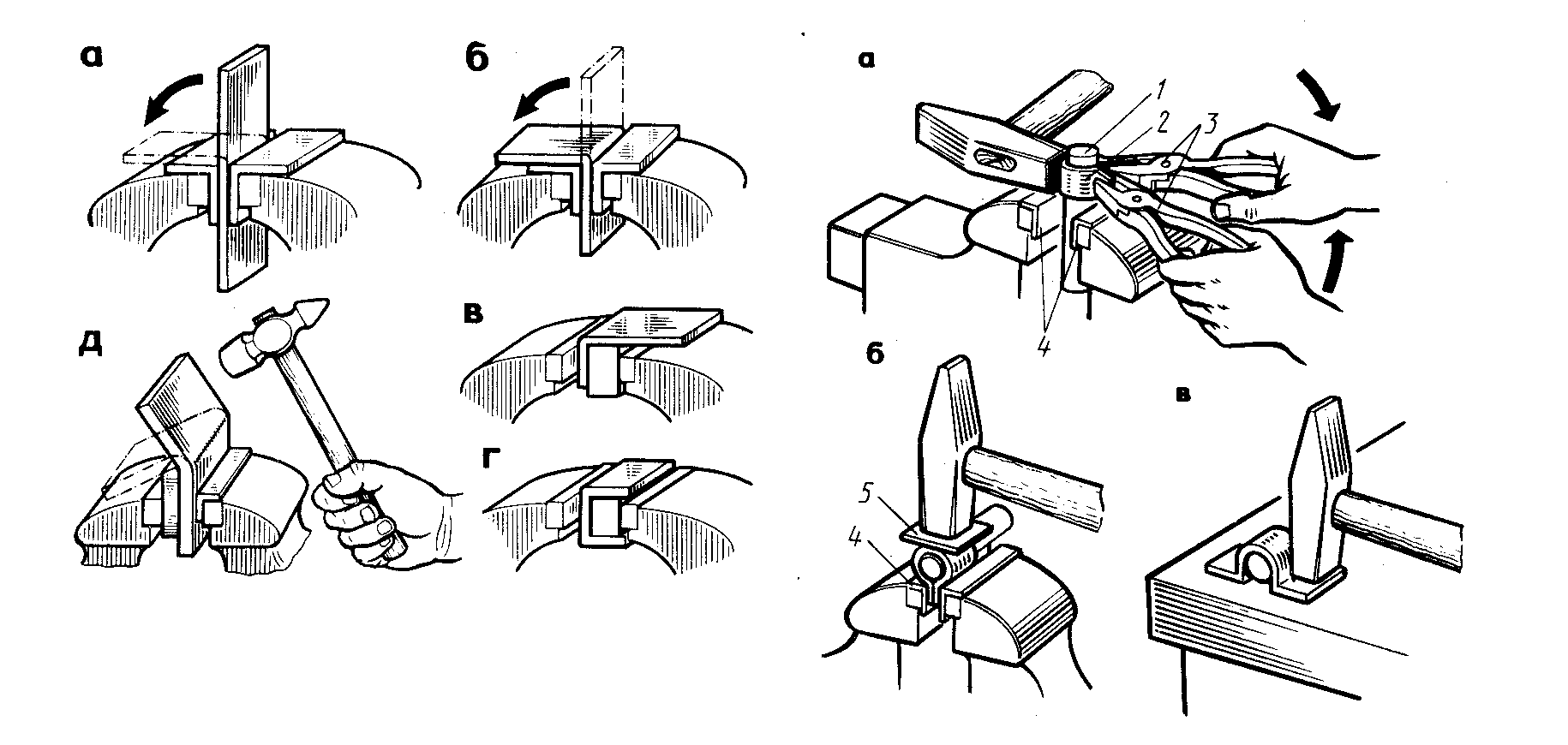
7.4 Типичные дефекты при гибке, причины их появления
и способы предупреждения
Таблица 6
|
ДЕФЕКТ |
ПРИЧИНЫ |
СПОСОБ ПРЕДУПРЕЖДЕНИЯ |
|
При изгибании уголка из полосы он получился перекошенным |
Неправильное закрепление заготовки в тисках |
Закреплять полосу так, чтобы риска разметки точно располагалась по уровню гибок тисков проверять угольником |
|
Размеры изогнутой детали не соответствуют заданным |
Неточный расчет развертки, неправильно выбрана оправка |
Расчет развертки детали производить с учетом припуска на загиб и последующую обработку. Точно производить разметку мест изгиба. Применять оправки, точно соответствующие заданным размерам детали |
|
Вмятины (трещины) при изгибании трубы с наполнителем |
Труба недостаточно плотно набита наполнителем |
Трубу при заполнении наполнителем (сухим песком) располагать вертикально. Постукивать по трубе со всех сторон молотком. |
Контрольные вопросы:
-
Почему расчет длины заготовки для последующей гибки производят по нейтральной линии?
-
Почему при использовании наполнителя при гибке труб не происходят деформации?
-
В каких случаях и почему при гибке используют молотки с мягкими вставками?
-
Что учитывается при выборе ударного инструмента при гибке?
-
Почему при использовании специальных гибочных приспособлений при гибке труб не требуется применение наполнителя?
7.5 Механизация работ при правке и гибке металла
Для механизации работ при правке используют различные правильные машины. Простейшим устройством для механизации правки является ручной пресс (рис. 7.6), с помощью которого производят правку профильного проката и пруткового материала.
а
- правка в центрах; б
- правка на призмах Рисунок
7.6 Ручной пресс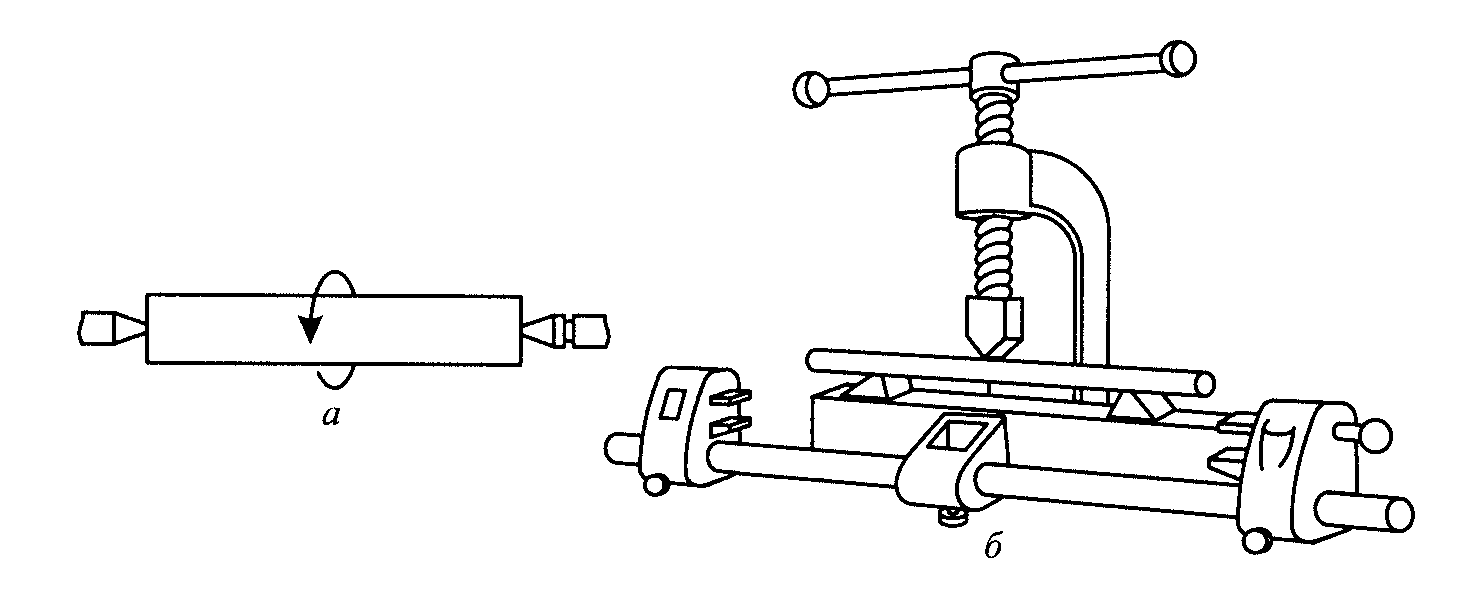
В большинстве случаев для правки листового и профильного проката используют специальные правильные машины (рис. 7.7, а), в которых основными рабочими органами являются вальцы (рис. 7.7, б). При правке лист подается в валки и благодаря силе трения втягивается между ними. Проходя между валками, лист перегибается то в одну, то в другую сторону и его волокна выравниваются. Для исправления лист пропускают через валки многократно. Кроме того, в правильных машинах можно править и профильный прокат, при этом правильные вальцы должны иметь профиль, соответствующий профилю материала.
а
- общий вид; б
- схема
правки; Р
- усилие правки Рисунок
7.7 Правильная машина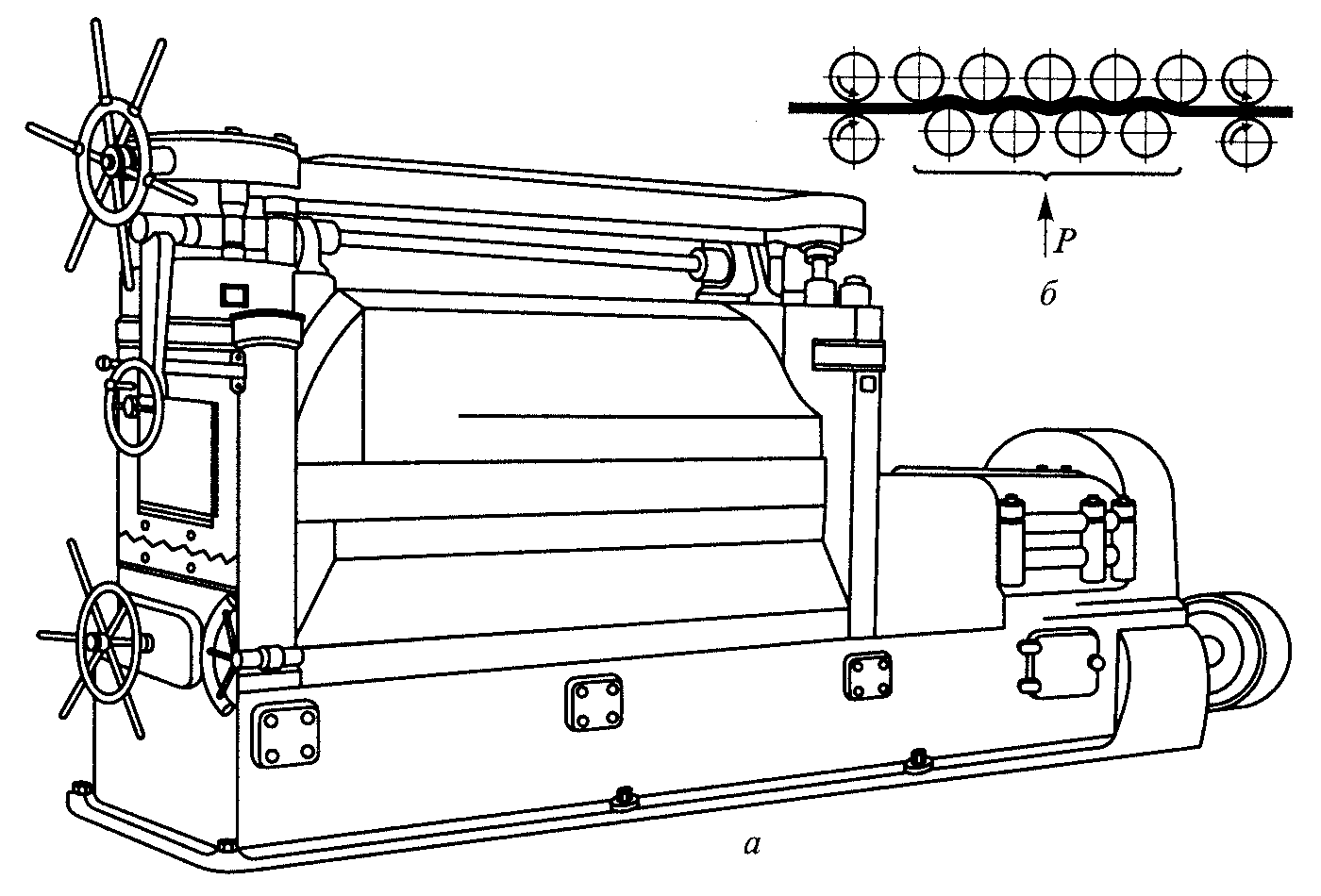
Для механизации работ при гибке используют гибочные машины. Некоторые из них представлены на рисунках. Листогибочные вальцы (рис. 7.8).
1 - механизм привода;
2 - верхний валок;
3 - изгибаемый лист;
4 - плита; 5 - нижний валок Рисунок
7.8 Листогибочные вальцы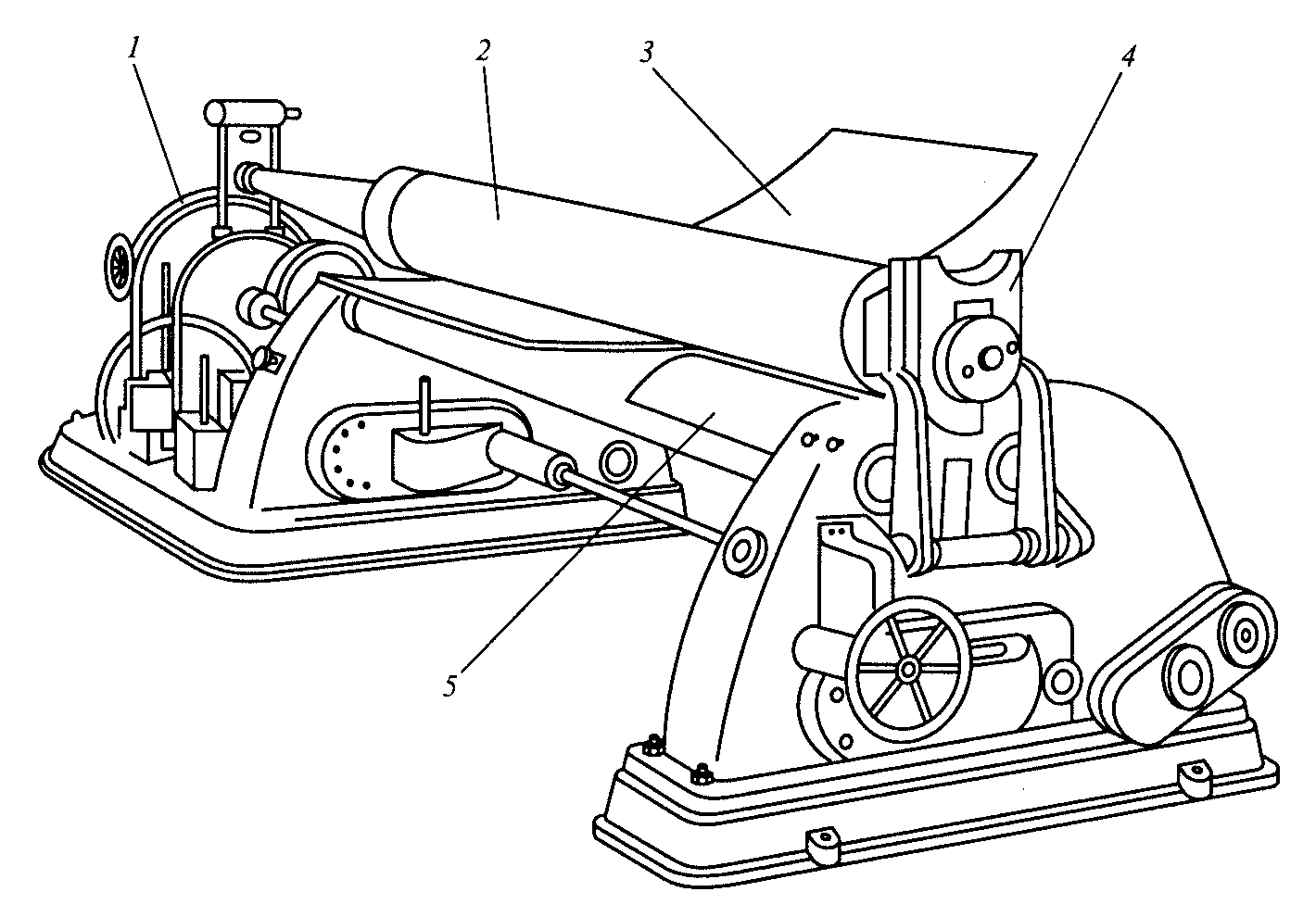
Верхний валок 2 имеет возможность перемещаться по высоте для придания листу заданного радиуса при гибке. Для получения конической формы изгибаемой детали верхнему валку придают наклон, равный углу наклона образующей конуса.
Роликовый гибочный станок (рис. 7.9, а, б).
а
- трехроликовый: 1 - рукоятка; 2 - верхний
ролик; 3,4 - нажимные ролики;
5
- прижимы; б
- четырехроликовый: 1 - станина; 2,8 -
рукоятки; 3,5 - ведущие
ролики; 4,7 - нажимные
ролики; 6 - заготовка
Рисунок 7.9 Роликовый
гибочный станок
Листогибочные прессы (рис. 7.10, а, б, в) применяют для выполнения самых разнообразных работ – от гибки кромок до гибки профилей в одной или нескольких плоскостях.
а
- общий вид; б
- конструктивная схема;
в
-
формы изгибаемого профиля;
1 - рама ползуна; 2
- пуансон;
3 - матрица; 4 -
подкладка; 5 - плита
Рисунок 7.10
Листогибочный пресс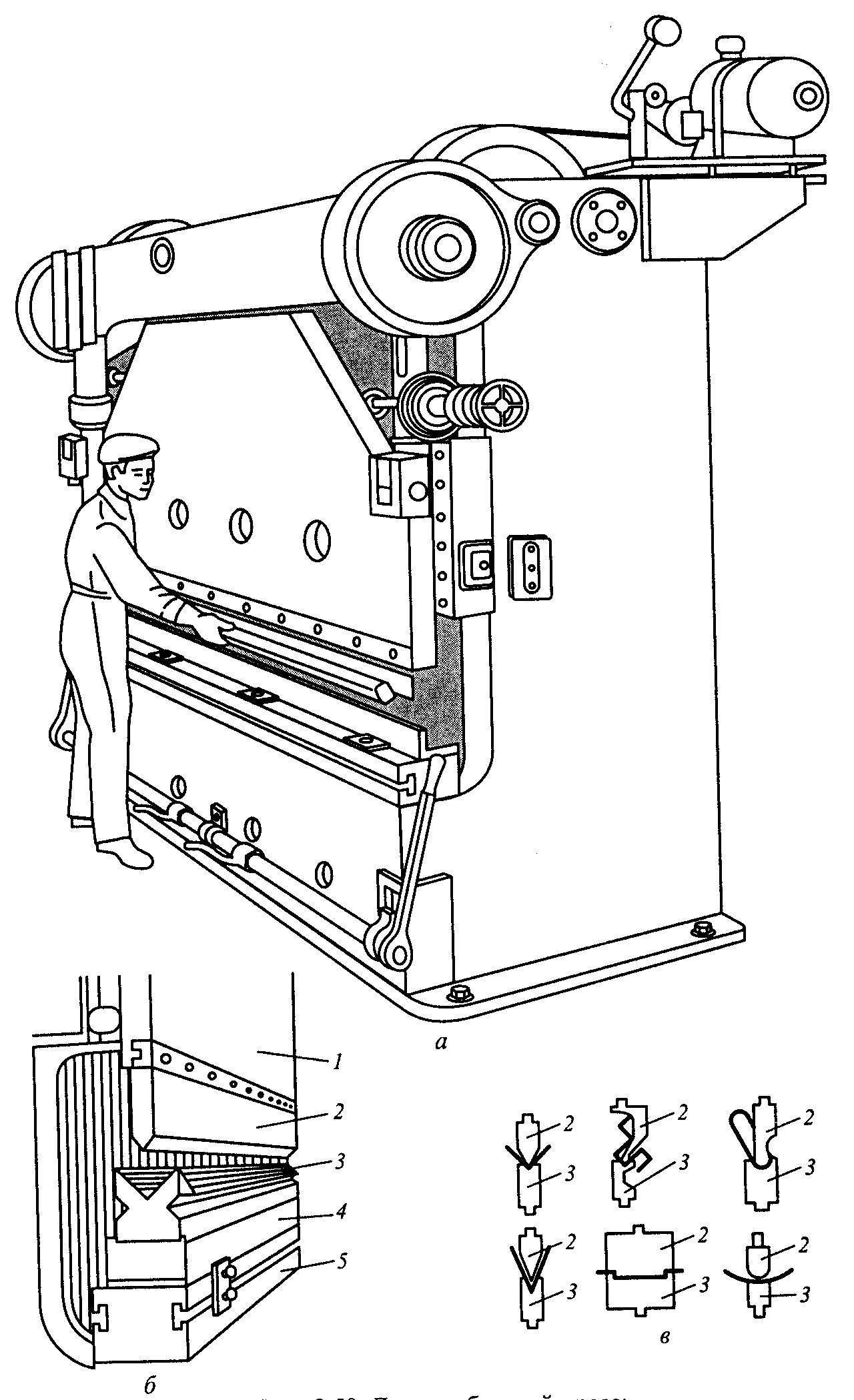
Размерная слесарная обработка
Под размерной обработкой понимается обработка заготовки (детали) для придания ей заданных форм, размеров и шероховатости обработанных поверхностей. В результате обработки получается готовое изделие, которое может иметь самостоятельное применение (например: молоток, зубило, угольник и т.п.) или деталь, пригодная к монтажу в собираемое изделие (например: рукоятки и рычаги различных конструкций). К операциям размерной слесарной обработки относятся: опиливание, обработка отверстий (сверление, зенкерование, зенкование, цекование, развертывание) и нарезание наружных, и внутренних резьб.