

2.1.4. Установка заготовок по цилиндрической поверхности и перпендикулярной к её оси плоскости
Схема
базирования заготовок по цилиндрическим
поверхностям и перпендикулярной к её
оси плоскости показаны на рис.2.9 и 2.10
Принципиальные схемы базирования
заготовок с наружными и внутренними
цилиндрическими базовыми поверхностями
одинаковы. В зависимости от соотношения
длины
 и диаметра
и диаметра
 существуют две схемы, различающиеся
между собой распределением опорных
точек между цилиндром и плоскостью.
существуют две схемы, различающиеся
между собой распределением опорных
точек между цилиндром и плоскостью.
На
рис.2.3 показана схема базирования
цилиндрической заготовки с соотношением
 .
Как видно из схемы, базовая цилиндрическая
поверхность несет четыре опорные точки
– две из них лежат на образующей 1-2 и
две на образующей 3-4. Базирование по
такой цилиндрической поверхности
лишает заготовку четырех степеней
свободы, что показано стрелками на
осях. Торец несет опорную точку 5,
лишающую заготовку перемещения вдоль
оси X.
Шестая опорная точка, лишающая заготовку
поворота вокруг оси X,
может быть задана на поверхности
шпоночного паза (лыске или радиального
отверстия).
.
Как видно из схемы, базовая цилиндрическая
поверхность несет четыре опорные точки
– две из них лежат на образующей 1-2 и
две на образующей 3-4. Базирование по
такой цилиндрической поверхности
лишает заготовку четырех степеней
свободы, что показано стрелками на
осях. Торец несет опорную точку 5,
лишающую заготовку перемещения вдоль
оси X.
Шестая опорная точка, лишающая заготовку
поворота вокруг оси X,
может быть задана на поверхности
шпоночного паза (лыске или радиального
отверстия).

Рис.2.9.
Схема базирования цилиндрической
заготовки с соотношением

На
рис.2.4 приведена схема базирования
цилиндрической заготовки с соотношением
 .
При таком соотношении опорные точки,
расположенные на образующих цилиндра,
не обеспечивают заготовке достаточно
устойчивого положения.
.
При таком соотношении опорные точки,
расположенные на образующих цилиндра,
не обеспечивают заготовке достаточно
устойчивого положения.

Рис.2.10.
Схема базирования цилиндрической
заготовки с соотношением

Поэтому за установочную базу принимается торец детали, несущий три опорные точки 1, 2, 3, а цилиндрическая поверхность несет две опорные точки 4, 5 (расположение опорной точки 6 аналогично с первой схемой базирования). Получить такую схему базирования в приспособлении можно, применив установочные элементы в виде призм, втулок. Широкое распространение получила установка на призму.
2.1.5 Установка заготовок на призму
Призмой
называется установочный элемент с
рабочей поверхностью в виде паза,
образованного двумя плоскостями,
наклоненными друг к другу под углом
 .
Призмы для установки коротких заготовок
(рис.2.11) стандартизованы.
.
Призмы для установки коротких заготовок
(рис.2.11) стандартизованы.

Рис.2.11. Призмы
Призма
определяет положение оси заготовки AZ
(рис.2.11,а),
перпендикулярной основанию призмы,
вследствие совмещения её с осью углового
паза. Осью углового паза считаю ось,
проведенную через точку А пересечения
рабочих поверхностей перпендикулярно
плоскости основания призмы. Для
использования этого свойства призмы
необходимо при её изготовлении обеспечить
строгую симметрию рабочих плоскостей
призмы относительно оси углового паза,
т.е. точно выдержать половину угла
призмы
 (пример несоблюдения этого условия дан
на рис.2.12).
(пример несоблюдения этого условия дан
на рис.2.12).
Призма определяет положение продольной оси заготовки X. В связи с этим возникает необходимость точной фиксации положения призмы на корпусе приспособления. Поэтому, кроме крепежных винтов 1 положение призмы фиксируют с помощью двух контрольных штифтов 2 (рис.2.11,а). Размер C необходим для разметки и предварительной обработки, H – для контроля после окончательной обработки.
В
приспособлениях используют призмы с
углами
 ,
равными
,
равными
 и
и
 .
Наибольшее распространение получили
призмы с
.
Наибольшее распространение получили
призмы с
 .
Призмы с
.
Призмы с
 применяют,
когда заготовка не имеет полной
цилиндрической поверхности и по
небольшой дуге окружности нужно
определить положение оси детали.
Заготовка, помещенная на таких призмах,
имеет небольшую устойчивость. Призмы
с углом
применяют,
когда заготовка не имеет полной
цилиндрической поверхности и по
небольшой дуге окружности нужно
определить положение оси детали.
Заготовка, помещенная на таких призмах,
имеет небольшую устойчивость. Призмы
с углом
 применяют для повышения устойчивости
заготовки в том случае, когда имеются
значительные силы резания, действующие
параллельно основанию призмы
применяют для повышения устойчивости
заготовки в том случае, когда имеются
значительные силы резания, действующие
параллельно основанию призмы


Рис.2.12. Схема образования погрешности из-за неточности изготовления призмы
При установке заготовок с чисто обработанными базами применяют призмы с широкими опорными поверхностями, а с черновыми базами – с узкими опорными поверхностями. Кроме этого, для установки по черновым базам применяют точечные опоры запрессованные в рабочие поверхности призмы (рис.2.11,в). В этом случае заготовки, имеющие искривленность оси, бочкообразность и другие погрешности формы технологической базы, занимают в призме устойчивое и определенное положение.
При установке длинных заготовок применяют призмы с выемкой (рис.2.11,б) или две соосно установленные призмы, которые после установки на корпусе шлифуют одновременно по рабочим плоскостям для достижения соосности и равновысотности.
Если по условиям обработки длинную заготовку необходимо поставить на несколько призм, то две из них делают жесткими (основные опоры), а остальные подвижными (вспомогательные опоры). Призмы, так же как и штыри, могут быть регулируемыми.
При
установке заготовок на призмы могут
возникнуть различные погрешности. На
рис.2.12,а приведена схема установки вала
на призму для обработки лыски. Положение
лыски в направлении оси Z
относительно цилиндрической поверхности
вала может быть задано конструктором
одним из трех размеров А, Б, В. Для каждого
из этих размеров используется одна и
та же база – образующие касания цилиндра
с рабочими плоскостями призмы, проходящие
через точки
 и
и
 .
Во всех случаях имеет место погрешность
базирования, связанная с несовмещением
баз: установочной и измерительной
(верхняя образующая заготовки М).
.
Во всех случаях имеет место погрешность
базирования, связанная с несовмещением
баз: установочной и измерительной
(верхняя образующая заготовки М).
При
изменении диаметра вала в партии деталей
в пределах допуска от
 до
до
 установочная база – образующие касания
вала и призмы меняет свое положение,
происходит смещение базы. При установке
цилиндрической заготовки диаметром
установочная база – образующие касания
вала и призмы меняет свое положение,
происходит смещение базы. При установке
цилиндрической заготовки диаметром
 (рис.2.12,б) установочная база проходит
через точки
(рис.2.12,б) установочная база проходит
через точки
 -
- ,
при установки заготовки диаметром
,
при установки заготовки диаметром
 она смещается в положение
она смещается в положение
 -
- .
.
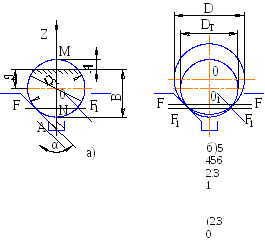
Рис.2.13. Образование погрешностей размеров при установке заготовок на призму
По чертежу можно определить погрешность базирования для размера А:

где
 - допуск на диаметр заготовки.
- допуск на диаметр заготовки.
Для размера Б:

Для размера В:

Конструктор может допустить повышения точности выполняемого размера, не меняя установочной базы, обусловленной технологом, изменением положения призмы относительно вала.