

2.6. Корпуса приспособлений
2.6.1. Назначение
Приспособления необходимы, чтобы установить и закрепить деталь, обеспечив при этом требуемое на данной операции взаимное расположение станка, детали и режущего инструмента.
Корпус является базовой деталью, объединяющей элементы приспособления, на котором монтируют установочные элементы, зажимные устройства, детали для направления инструмента, а также вспомогательные и крепежные детали.
На каждом корпусе предусматриваются посадочные поверхности, которыми приспособление ориентируется на станке, а также чисто и точно обработанные поверхности для размещения установочных и направляющих элементов.
Корпус воспринимает силы, возникающие при закреплении и обработке заготовки.
Форма и размеры корпуса зависят от конфигурации обрабатываемых в приспособлении деталей, а также от расположения установочных, зажимных и направляющих элементов и механизмов. В пневмогидравлических приспособлениях корпус иногда служит одновременно и резервуаром (цилиндром, камерой) для сжатого воздуха или масла, что также влияет на его конфигурацию.
При конструировании корпусов необходимо предусмотреть:
-
выступающие платики для закрепления стальных опорных пластин
и штырей, на которые устанавливаются изделия;
-
достаточные зазоры между деталью и стенками корпуса, позволяя
ющие свободно закладывать и вынимать заготовки из приспособления;
-
возможность легкого удаления стружки, особенно в закрытых
корпусах кондукторов;
-
наличие элементов для правильной установки и закрепления
приспособлений на столах и шпинделях станков;
-
наличие элементов для подъема и транспортировки
приспособлений.
2.6.2. Требования к корпусам
К корпусам приспособлений предъявляется ряд требований. Корпус приспособления должен быть:
-
жестким, прочным и виброустойчивым при минимальной массе;
-
удобным для очистки от стружки и отвода охлаждающей жидкости;
-
обеспечивать установку и закрепление приспособления на станке
без выверки (для этого предусматривают направляющие элементы - пазовые шпонки и центрирующие бурты);
-
обеспечивать быструю и удобную установку и съем заготовок;
-
по форме и размерам приближаться к соответствующим
параметрам;
-
обрабатываемых заготовок; иметь по возможности, меньшую
массу;
-
быть технологичным, а также удобным при хранении,
транспортировании;
-
и в обслуживании.
Корпус приспособления должен быть прост в изготовлении, обеспечивать безопасность работы (недопустимы острые углы и малые просветы между рукоятками и корпусом, способное вызвать защемление рук рабочего).
Качества - прочность, жесткость и виброустойчивость - обеспечиваются не путем чрезмерного завышения сечений стенок корпуса, а увеличением жесткости при помощи ребер; местоположение ребер жестокости выясняется из анализа действующих на корпус сил.
С целью облегчения и удешевления корпуса в ряде случаев следует предусматривать в его стенках выемки и окна, что, однако, не должно превосходить к снижению жесткости.
Корпуса передвижных или кантуемых приспособлений для сверления должны быть устойчивыми при разных положениях на столе станка: на всех позициях обработки центр тяжести приспособления не должен выходить за пределы опорных элементов корпуса.
Передвижные кантуемые корпуса выполняют с литыми или вставными ножками, ограничивающими контакт со столом станка. Размеры и конфигурация ножек в плане должны быть такими, чтобы при любом положении корпуса они перекрывали Т-образные пазы стола.
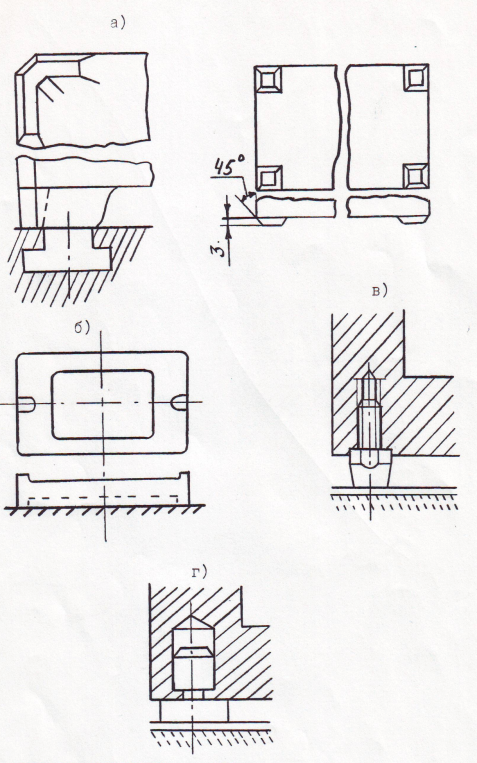
Рис. 2.62. Опорные элементы корпусов
а, б – ножки и платики, выполненные заодно с корпусом; в, г – стальные ножки
На рис. 2.62 показаны элементы корпусов; стальные приставные ножки нормализованы (МН 368 – 50). Для обеспечения необходимой плоскостности опорные элементы корпуса должны шлифоваться совместно с одной установки.
На фрезерных, строгальных и других станках приспособления необходимо точно ориентировать по пазам стола. Основные размеры столов, ширина их пазов, а также расстояние между пазами регламентированы. Допуск на ширину среднего паза устанавливается по Н7 или Н9, на остальные пазы – по Н11. Шероховатость рабочих поверхностей столов не ниже Ra1,6 мкм.
Корпуса переналаживаемых приспособлений должны допускать быструю реализацию новых компоновок.