

С поворотным барабаном (а) для обработки заготовки из трубы (б):
1 – заготовка; 2 – рычаг; 3, 4 – тяги; 5 – вал; 6 – барабан; 7 – базовый элемент; 8 – прихват;
9 – зажимное устройство; 10 – винтовой зажим; 11 – приводной механизм
странство между призмами до упора в опорную планку. Приводом зажима служит электромеханический ключ, который через механизм 11 приводит во вращение винтовой зажим 10. При этом тяга 3, перемещаясь, поворачивает рычаг и передает усилие тяге 4, двигая ее вместе с прихватом 8. Происходит зажим заготовки, а затем при повороте барабана − периодический перенос ее на последующие рабочие позиции.
В приспособлениях для агрегатных станков и автоматических линий также находят применение самоцентрирующие тиски с приводом от электромеханического ключа. Приспособление используется для ориентации в пространстве, центрирования и зажима заготовки двумя подвижными губками. В процессе обработки усилие зажима в таких тисках поддерживается самотормозящимися парами винт-гайка.
В стационарных приспособлениях для агрегатных станков и бесспутниковых автоматических линий применяется механизм фиксации заготовок (рис. 3.78), который предназначен для ориентирования по контрольным отверстиям массивных корпусных заготовок, находящихся на установочной базовой поверхности приспособления.
Механизм фиксации имеет ряд исполнений, определяемых межосевым расстоянием от пальца до оси рычага и длиной рычага. Различные исполнения получаются установкой деталей механизма при сборке: расположением тяги 6 над или под рычагами, снизу вверх для поворота рычагов в разные стороны.
Механизм состоит из подвижных фиксирующих пальцев – цилиндрического 3 и ромбического 5, перемещающихся во втулках и защищенных от попадания стружки и эмульсии сальниками и фланцами 4. Движение пальцам сообщают рычаги 7. В корпусе приспособления валы 8 установлены в антифрикционных втулках. Для удобства монтажа вала вместе с рычагом в корпусе приспособления с одной стороны предусмотрено отверстие с окном, которое закрывается фланцем 1. На одном конце каждого вала со стороны фланца посажен на шпонке рычаг 2, причем оба рычага соединены тягой 6. На другой конец одного из валов надевается рукоятка ручного привода или рычаг гидропривода. При повороте привод одного из валов 8 через тягу 6 передает движение другому валу. Валы с помощью рычагов 7 вводят пальцы 3 и 5 в заготовку (выводят из нее).
В качестве приводов перемещений наиболее широкое применение находят гидравлические цилиндры.
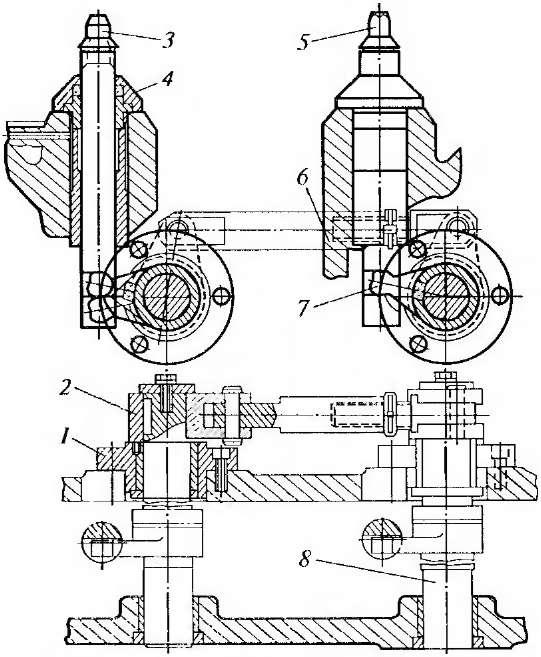
Рис. 3.78. Механизм фиксации заготовок:
1, 4 – фланцы; .2, 7 – рычаги; 3 – цилиндрический палец; 5 – ромбический палец 6 – тяга; 8 – вал
3.7.1. Кондукторные плиты
Кондукторные плиты в агрегатных станках, предназначенные для направления режущих инструментов, бывают неподвижные и подвижные. Неподвижные плиты, изготовляемые за одно целое с корпусом приспособления (например, на поворотных устройствах барабанного типа или в стойках), обеспечивают наиболее высокую точность расположения обработанных отверстий не только относительно друг друга, но и относительно технологических баз заготовок. Подвижные плиты обеспечивают удобство при загрузке и выгрузке заготовки и детали, свободный доступ к приспособлению, а также возможность подвода кондукторных втулок непосредственно к месту обработки. Подвижные плиты часто фиксируются по пальцам или втулкам приспособления.
Тяжелая кондукторная плита точного вертикального агрегатного станка с поворотным столом представлена на рис. 3.79, а. Корпус 4 плиты подвешен на четырех штангах 7, проходящих через отверстия шпиндельной коробки 6. Исходное положение плиты по высоте регулируют гайками 5. Режущий инструмент направляется втулками — вращающимися 13 или неподвижными 15. При направлении инструмента неподвижной втулкой 15 последняя устанавливается в базовую втулку 16, предотвращающую потерю точности отверстия в корпусе 4 при многократной замене втулки 15. Втулка 15 крепится винтом 14 или с помощью планок.
При направлении инструмента вращающейся втулкой (см. разрез В—Б), что необходимо при чистовом растачивании, борштанги должна быть связана с втулкой посредством шпонки, чтобы обеспечить независимость положения оси вращения борштанги от биения внутреннего диаметра втулки 13. В этом случае применяется конструкция, показанная на рис. 3.79, б. Шпонка 20 устанавливается на ось 21, концы которой находятся во втулке 13. Перед вводом во втулку 13 борштанги 17 фиксируется в определенном угловом положении. При выводе борштанги шпонка 20 под действием пружины 18 поворачивается вокруг оси 21 и нижний конец шпонки входит в паз во фланце 19. фиксируя втулку 13 в угловом положении. При вводе борштанги во втулку 13 последняя расфиксируется, так как шпонка 20 поворачивается вокруг оси 21, входя в паз борштанги. При этом втулка 13 выходит из паза фланца 19.

Рис. 3.79. Кондукторная плита точного вертикального агрегатного станка (а) и конструкция