

3.8. Контрольные приспособления
3.8.1. Общие сведения
Контрольные приспособления применяют для проверки заготовок, деталей и узлов машин на промежуточных этапах обработки (межоперационный контроль) и при окончательной приемке, выявляя точность размеров, взаимного положения поверхностей и правильность их геометрической формы.
Контрольные приспособления позволяют увеличить производительность труда контролеров, улучшить условия их работы, повысить качество и объективность контроля.
Высокая точность современных машин обусловливает использование в контрольных приспособлениях различных датчиков. Важно правильно выбрать принципиальную схему и конструкцию приспособления.
Погрешность измерения, т.е. отклонение измеренного значения величины от ее истинного значения, должна быть по возможности минимальной.
Погрешности измерения в зависимости от назначения изделия могут составлять 8... 30 % поля допуска на контролируемом объекте. Общая (суммарная) погрешность измерения определяется рядом ее составляющих: погрешностью, свойственной самой схеме измерения, принятой в приспособлении; погрешностью установки контролируемого изделия; погрешностью настройки приспособления по эталону, износам деталей приспособления, а также колебаниями температуры в месте измерения. Однако чрезмерное повышение точности измерения может привести к усложнению и удорожанию приспособления, к снижению его производительности.
При конструировании контрольных приспособлений необходимо изучить условия возникновения первичных погрешностей измерения и выявить пути их уменьшения или устранения. Выбор принципиальной схемы контрольного приспособления во многом зависит от заданной производительности контроля.
В условиях серийного производства не создают специальные контрольные приспособления, а применяют изготовпяемые на специализированных заводах универсальные контрольно-измерительные машины (рис. 3.86, а). В этом случае роль конструктора сводится к проектированию, а чаще подбору базовых и зажимных устройств 1 к конкретной измеряемой детали 2 из имеющихся.
При 100%-ной проверке деталей в поточном производстве контроль не должен нарушать темпа работы оборудования. В этом случае проектируют специальное контрольное приспособление (рис. 3.86, б), которым деталь 2 измеряется с помощью индикаторов 4.
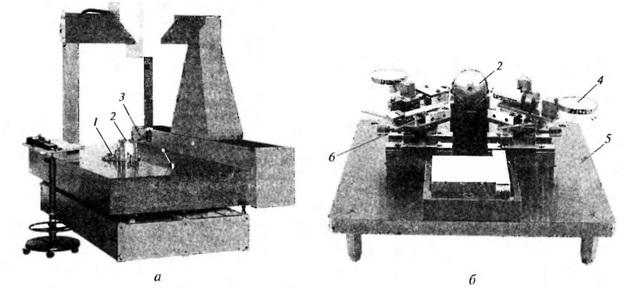
Рис. 3.86. Измерительные приспособления:
а − универсальная контрольно-измерительная машина; б − специальное контрольное приспособление; 1 − зажимное устройство; 2 − измеряемые детали; 3 − измерительный щуп;
4 − индикатор; 5 − плита; 6 − зажимной элемент
Плита 5, на которой монтируется измерительное приспособление, обычно выбирается из унифицированных элементов. Базовые и зажимные элементы 6 чаще всего проектируются в зависимости от конфигурации измеряемой детали и точности измерения.
Для проверки точности работы специального контрольного устройства подбираются стандартные средства измерения для проведения выборочного контроля. При стабильных технологических процессах изготовления деталей требования к производительности контрольного приспособления должны быть существенно снижены.
Для проверки небольших и средних деталей применяют стационарные контрольные приспособления, а для крупных − переносные. Наряду с одномерными находят широкое применение многомерные приспособления, где за одну установку проверяют несколько параметров.
Контрольные приспособления делятся на пассивные и активные. Пассивные применяют для контроля после выполнения операций обработки. Активные устанавливают на станках − они контролируют детали в процессе обработки, выдавая сигнал органам управления станком или рабочему на прекращение обработки или изменение условий ее выполнения (например, при выявлении брака).