

3.7.3. Зажимные приспособления барабанных агрегатных станков
Для зажимных приспособлений барабанных агрегатных станков применяют преимущественно электромеханический привод, реже – гидравлический и пневматический.
На рис. 3.82 показаны различные типовые механизмы зажима заготовок 3, приводимые в действие от электромеханического ключа через винт 1, промежуточный рычаг 4, прихваты 2 или самоцентрирующие призмы 5, установленные в тисках 6.
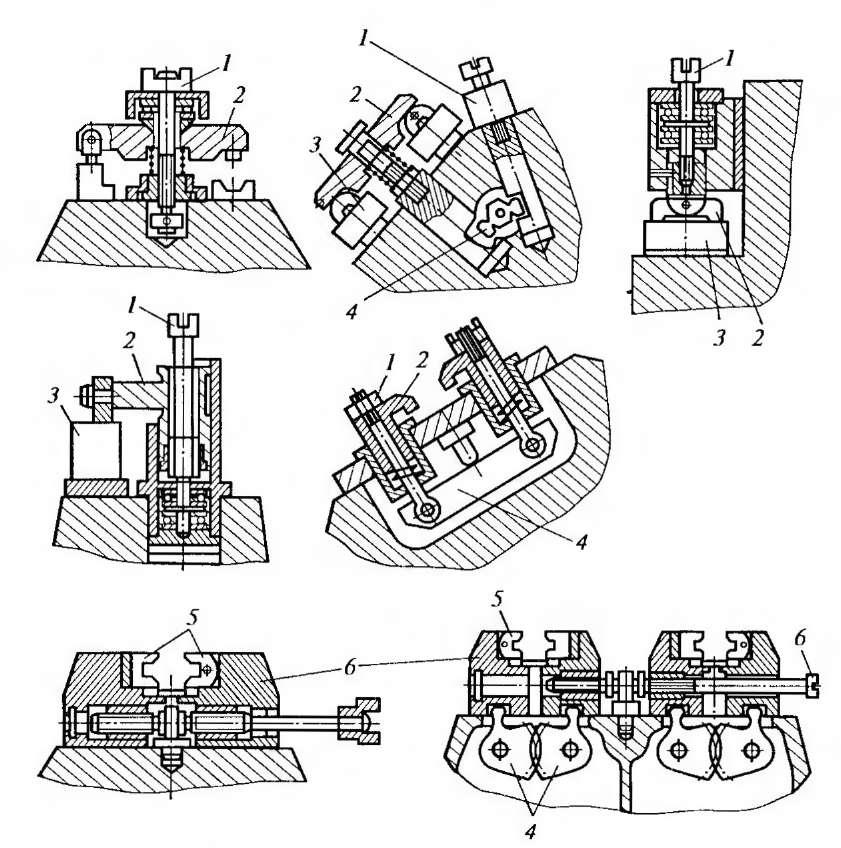
Рис. 3.82. Типовые механизмы зажима заготовок на агрегатных станках
Барабанного типа:
1 – винты; 2 – прихваты; 3 – заготовки; 4 – промежуточные рычаги;
5 – самоцентрирующие призмы; 6 – тиски
3.7.4. Приспособления, устанавливаемые на поворотных столах агрегатных станков
Приспособления, устанавливаемые на поворотных столах агрегатных станков, могут выполняться в едином корпусе либо компоноваться в нескольких отдельных (автономных) корпусах (рис. 3.83). Последний вариант более технологичен в сложных конструкциях.
Для точной ориентации приспособлений на планшайбе поворотного делительного стола (и соответственно базовых элементов в корпусах приспособлений) выполняются точно расположенные (с отклонениями ±0,01 мм) отверстия (по два на каждый корпус), в которые устанавливаются нормализованные базовые фиксирующие пальцы.
Заготовки в многопозиционных поворотных приспособлениях крепятся электромеханическими, пневматическими или гидравлическими устройствами и механизмами.
Электромеханический ключ крепится на стационарном или откидном кронштейне, монтируемом на станине станка.
Для крепления заготовок в многопозиционных поворотных приспособлениях агрегатных станков может применяться пневмопривод.

Рис. 3.83. Типовое многопозиционное приспособление для агрегатного станка
С поворотным столом:
а – автономный блок; б – схема установки блоков на поворотном делительном столе;
1 – пневмоцилиндр; 2 – самоцентрирующие тиски; 3 – заготовка
3.7.5. Приспособления-спутники
Приспособления-спутники автоматических линий − узлы, в которых скомпонованы элементы базирования, фиксации и зажима как заготовок, так и самого спутника в автоматической линии. Конструкция приспособления-спутника должна обеспечивать точность и жесткость базирования заготовки, ее надежный прижим (исключающий упругие деформации), хорошие условия отвода стружки. Спутники должны иметь форму, удобную для транспортировки вдоль автоматической линии, надежно фиксироваться и закрепляться на технологических позициях.
Базирование заготовок в приспособлениях-спутниках может выполняться:
-
по плоскости и двум отверстиям (крышки, корпуса, балансиры и др.);
-
по плоскости и центральному отверстию либо по наружной цилиндрической поверхности с фиксацией (при необходимости) углового положения заготовки (диски, станины электродвигателей, ступицы колес и др.);
-
в самоцентрирующих патронах (тормозные барабаны, звездочки и др.);
-
в призмах (валы, крестовины кардана, поддерживающие ролики гусеницы трактора и др.);
-
по необработанной плоскости и двум конусным отверстиям (картер рулевого управления и др.);
-
с использованием подводимых опор, самоцентрирующих устройств (рычаги, картеры ведущих мостов и др.) – комбинированная схема;
-
по плоскости и трем отверстиям.
Последняя схема принципиально не отличается от схемы базирования по двум отверстиям. В этом случае все три пальца должны быть ромбическими (два из них ограничивают смещение заготовки по оси x, а третий – по оси Y).
Базирование по плоскости и двум отверстиям наиболее рационально при необходимости последующей обработки (например, для базирования при финишных операциях, выполняемых вне линии). Заготовки устанавливаются преимущественно на неподвижные фиксирующие пальцы, которые должны быть легко демонтируемы для удобства замены при ремонте, для чего отверстия под фиксаторы в корпусе спутника выполняют сквозными либо в торце фиксаторов предусматривают резьбовые демонтажные отверстия.
Приспособления-спутники по положению оси крепления заготовок (или приспособлений) подразделяются на две группы: с горизонтальной и вертикальной осями крепления.
В приспособлении-спутнике с вертикальной плоскостью, на которой устанавливается зажимное приспособление (рис. 3.84, а), заготовки зажимаются прихватом через винтовые самотормозящие пары.
Обработка отверстий в деталях типа дисков осуществляется с использованием кондукторных втулок 1. Для фиксации базовой части приспособления применяется втулка 2, устанавливаемая на фланце 3. При подходе к рабочей позиции линии корпус спутника фиксируется специальными втулками 4 посредством пальца. Втулки установлены на базовой планке 5. Спутник в приспособлении автоматической линии зажимается прижимной планкой 6. На тяге 9 имеется паз, в который входит штифт 8, благодаря чему возможен поворот прихвата 7 для отжима или зажима заготовки. Длина тяги регулируется винтом 11 и гайкой 10. Зажим осуществляется с помощью механического ключа через полумуфту 12.
Широко применяются приспособления-спутники, на плоской горизонтальной поверхности которых крепятся зажимные приспособления (рис. 3.84, б). Обычно это линии для обработки больших заготовок.
Сами приспособления-спутники имеют два основных способа базирования на линиях: но нижним опорным плоскостям с прижимом сверху и по верхним плоскостям с прижимом снизу. Спутник (см. рис. 3.84, б) базируется по плоскостям А; плоскости Б платиков 15 служат для перемещения спутника по планкам транспортера; прижим с усилием Q обеспечивается с помощью планок 16 и Т-образных прихватов, расположенных по оси спутника. Спутник состоит из унифицированной плиты-платформы 14 и приспособления 13, предназначенного для ориентации и зажима заготовок. Составная конструкция позволяет широко унифицировать отдельные элементы спутника. Базирование по верхним плоскостям применяется для защиты от попадания на них стружки и грязи, поэтому базы более долговечны.
Оба способа базирования имеют свои преимущества и недостатки.
Точность и стабильность базирования во многом зависят от конструкции механизмов фиксации и зажима. С этой точки зрения удачна конструкция (рис. 3.84, в) механизма зажима и фиксации спутника па рабочей позиции в автоматической линии для обработки деталей карбюратора. Спутник 18 фиксируется с помощью пальца 17, а прижим усилием Q обеспечивается клиновым механизмом 19, приводимым в действие качающимся рычагом 20 от гидроцилиндра 21.
В ряде автоматических линий для обработки стальных штампованных рычагов для исключения вибраций на рабочих позициях спутники оборудованы системой подводных опор, к которым они дополнительно поджимаются специальными рычагами. Кроме того, для уменьшения износа базовых поверхностей спутников создается воздушная подушка.
Для ориентации заготовок в зажимных приспособлениях спутника в автоматической линии применяются устройства ориентации специальной конструкции.
Устройство (рис. 3.84, г) для ориентации заготовок смонтировано на загрузочной позиции. Заготовка устанавливается на ползушку 29 с тремя клиновидными платиками 30. В горизонтальной плоскости ползушка перемещается вручную с помощью маховика 27.


Рис. 3.84. Приспособления-спутники с вертикальной плоскостью установки зажимного приспособления с базированием заготовки по плоскости и центральному отверстию (а) и горизонтальной плоскостью установки зажимного приспособления (б) и их элементы – механизм фиксации и зажима спутника (в),