

2.1.1. Правила установки заготовок
Если база не обработана, то устанавливать заготовку на плоскость нельзя.
Опоры
сверх
 на
установочной поверхности,
на
установочной поверхности,
 на
направляющей и одной на опорной
поверхности считаются лишними опорами.
Они вызывают неопределенность положения
заготовки, снижают точность обработки,
а в ряде случаев приводят к браку.
на
направляющей и одной на опорной
поверхности считаются лишними опорами.
Они вызывают неопределенность положения
заготовки, снижают точность обработки,
а в ряде случаев приводят к браку.

Рис. 2.1. Приложение усилия закрепления
Опорные точки на установочной поверхности следует располагать на возможно большем расстоянии одна от другой. Усилие закрепления должно быть приложено внутри опорного контура, чтобы оно не опрокидывало заготовку (рис. 1.14).
Два варианта расположения опор (рис. 1.15)
 -
опоры расположены так, что большая
площадь заготовки находится вне опорного
контура, т.е., если с края приложить
усилие резания, то будет большой
опрокидывающий момент.
-
опоры расположены так, что большая
площадь заготовки находится вне опорного
контура, т.е., если с края приложить
усилие резания, то будет большой
опрокидывающий момент.

Рис. 2.2. Два варианта расположения опор
 -
расстояние
от крайней точки заготовки до опорного
контура
-
расстояние
от крайней точки заготовки до опорного
контура
 Опрокидывающий
момент от силы резания будет значительно
меньшим.
Опрокидывающий
момент от силы резания будет значительно
меньшим.
Опорная поверхность приспособления должна быть меньше установочной базы заготовки (рис. 1.16).

Рис. 2.3. Установка заготовок в приспособлении
Плавающая
опора применяется для того, чтобы
распределить массу заготовки не на
 ,
а на
,
а на
 или
или
 точки.
точки.

Рис. 2.4 Плавающая опора
Это
необходимо при наличие у заготовки
необработанной установочной базы и
впоследствии дает увеличить устойчивость
заготовки. В данном случае установочная
база заготовки касается
 вершин плавающей опоры. Опора в этом
случае, касаясь в радиусном ложе, займет
определенное положение в зависимости
от формы установочной базы заготовки,
пока масса заготовки не уравновесится.
Это равносильно установки заготовки
на точку. Для повышения устойчивости
заготовки плавающую опору закрепляют
в том положении, которое она приняла
под действием на неё заготовки. Если
плавающая опора зажата, то в этом случае
она уже будет представлять собой
вершин плавающей опоры. Опора в этом
случае, касаясь в радиусном ложе, займет
определенное положение в зависимости
от формы установочной базы заготовки,
пока масса заготовки не уравновесится.
Это равносильно установки заготовки
на точку. Для повышения устойчивости
заготовки плавающую опору закрепляют
в том положении, которое она приняла
под действием на неё заготовки. Если
плавающая опора зажата, то в этом случае
она уже будет представлять собой
 опорные точки. Имеются конструкции
плавающих опор, которые имеют
опорные точки. Имеются конструкции
плавающих опор, которые имеют
 установочных
поверхности. В этом случае нижняя
поверхность опоры будет иметь форму
сферы.
установочных
поверхности. В этом случае нижняя
поверхность опоры будет иметь форму
сферы.
Для повышения устойчивости заготовки в конструкцию приспособления вводят четвертую опору. Эта опора должна быть подвижной и подводится к заготовке после установки ее на три неподвижных опоры.

Рис.
2.5 Установка заготовок на
 опоры
опоры
-
Погрешности установки заготовок
В процессе обработки заготовка должна занимать вполне определенное положение относительно узлов станка, инструмента и приспособления, т.е. следует провести её базирование. При механической обработке на заготовку действуют силы резания, чтобы она не изменила достигнутого при базировании положения, её необходимо закрепить.
Погрешность установки – отклонение фактически достигнутого положения заготовки при установке от требуемого.
При обработке способом автоматического получения размеров станок предварительно настраивается, т.е. устанавливают инструмент и приспособление в такое взаимное расположение, при котором обеспечивается выдерживание заданного размера в партии заготовок при однопроходной обработке. Это положение остается неизменным до очередного регулирования, требующего в следствие размерного износа инструмента или новой настройки в связи с заменой затупившегося инструмента.
Погрешность
установки заготовки
 формируется в результате действия
погрешностей базирования
формируется в результате действия
погрешностей базирования
 ,
закрепления
,
закрепления
 и приспособления
и приспособления
 в общем виде может быть представлена
как их сумма:
в общем виде может быть представлена
как их сумма:
 (2.1)
(2.1)
Погрешность
базирования
 - это отклонение фактически допустимого
положения заготовки при базировании
от требуемого. Погрешность базирования
– величина геометрическая. Для данной
схемы базирования она определяется
проекцией расстояния между придельными
положениями измерительной базы заготовки
на направление получаемого при обработке
размера. Погрешность базирования
возникает при несовпадении измерительной
и технологической (установочной) баз
заготовки. Погрешность базирования
при несовпадении измерительной и
технологической баз равна допуску
размера, который связывает эти базы.
При совмещении измерительной и
технологической баз погрешность
базирования равна нулю. Она определяется
для конкретного выполняемого размера
при данной схеме установки.
- это отклонение фактически допустимого
положения заготовки при базировании
от требуемого. Погрешность базирования
– величина геометрическая. Для данной
схемы базирования она определяется
проекцией расстояния между придельными
положениями измерительной базы заготовки
на направление получаемого при обработке
размера. Погрешность базирования
возникает при несовпадении измерительной
и технологической (установочной) баз
заготовки. Погрешность базирования
при несовпадении измерительной и
технологической баз равна допуску
размера, который связывает эти базы.
При совмещении измерительной и
технологической баз погрешность
базирования равна нулю. Она определяется
для конкретного выполняемого размера
при данной схеме установки.
На рис. 1.13 показана схема базирования прямоугольной заготовки для фрезерования уступа.
Погрешность
базирования размера
 равна нулю
равна нулю
 ,
т.к. измерительная и технологическая
базы совмещены в плоскости
,
т.к. измерительная и технологическая
базы совмещены в плоскости
 заготовки.
Для размера
заготовки.
Для размера
 технологическая база (плоскость
технологическая база (плоскость )
не совмещена с измерительной базой
(плоскость
)
не совмещена с измерительной базой
(плоскость ).
В этом случае погрешность базирования
размера
).
В этом случае погрешность базирования
размера
 будет
равна допуску на размер
будет
равна допуску на размер
 ,
который связывает измерительную и
технологическую базу
,
который связывает измерительную и
технологическую базу
 .
погрешность базирования размера
.
погрешность базирования размера
 будет
равна нулю, т.к. плоскость заготовки
будет
равна нулю, т.к. плоскость заготовки
 является
одновременно измерительной и
технологической базой.
является
одновременно измерительной и
технологической базой.
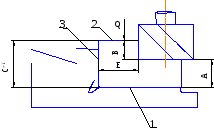
Рис. 2.6. Схема для определения погрешности базирования прямоугольной заготовки
Погрешность базирования влияет на точность выполнения размеров (кроме диаметральных и размеров, связывающих поверхности, одновременно обрабатываемые одним инструментом или одной инструментальной наладкой), на точность взаимного положения поверхностей и не влияет на точность формы поверхностей.
Погрешность
закрепления
 -
это разность наибольшей (
-
это разность наибольшей ( )
и наименьшей (
)
и наименьшей ( )
проекций смещения измерительной базы
в направлении получаемого размера под
действием силы закрепления заготовки.
Погрешность закрепления можно определить
по формуле:
)
проекций смещения измерительной базы
в направлении получаемого размера под
действием силы закрепления заготовки.
Погрешность закрепления можно определить
по формуле:
 ,
(2.2)
,
(2.2)
где
 –
угол между направлением получаемого
размера и направлением приложения силы
закрепления.
–
угол между направлением получаемого
размера и направлением приложения силы
закрепления.
Выражение в скобках представляет собой расстояние между предельными положениями измерительной базы.
Погрешность
закрепления
 –
случайная величина, т.к. измерение силы
закрепления
–
случайная величина, т.к. измерение силы
закрепления
 для
партии заготовок случайно. Зависимость
контактных деформаций стыка «заготовка
– установочный элемент приспособления»
в общем виде выражается формулой:
для
партии заготовок случайно. Зависимость
контактных деформаций стыка «заготовка
– установочный элемент приспособления»
в общем виде выражается формулой:
 ,
(2.3)
,
(2.3)
где
 -
сила закрепления, приходящая на
установочный элемент;
-
сила закрепления, приходящая на
установочный элемент;
 -
коэффициент,
зависящий от качества обработанных
поверхностей, марки материала;
-
коэффициент,
зависящий от качества обработанных
поверхностей, марки материала;
 .
.
Погрешность
закрепления равна нулю ( )
при постоянной силе закрепления (
)
при постоянной силе закрепления ( )
заготовок, одинаковом качестве их
базовых поверхностей (
)
заготовок, одинаковом качестве их
базовых поверхностей ( ),
при смещении заготовок перпендикулярно
выдерживаемому размеру (
),
при смещении заготовок перпендикулярно
выдерживаемому размеру ( ).
).
Погрешность
приспособления
 определяется
погрешностями при изготовлении и сборке
его установочных элементов
определяется
погрешностями при изготовлении и сборке
его установочных элементов
 ,
их износом
,
их износом
 и
ошибками установки его на станке
и
ошибками установки его на станке
 .
.
Учитывая, что погрешности, определяющие погрешность установки являются случайными величинами, суммирование их производят по правилу квадратного корня:
 .
(2.4)
.
(2.4)